
![]()
|
|
||
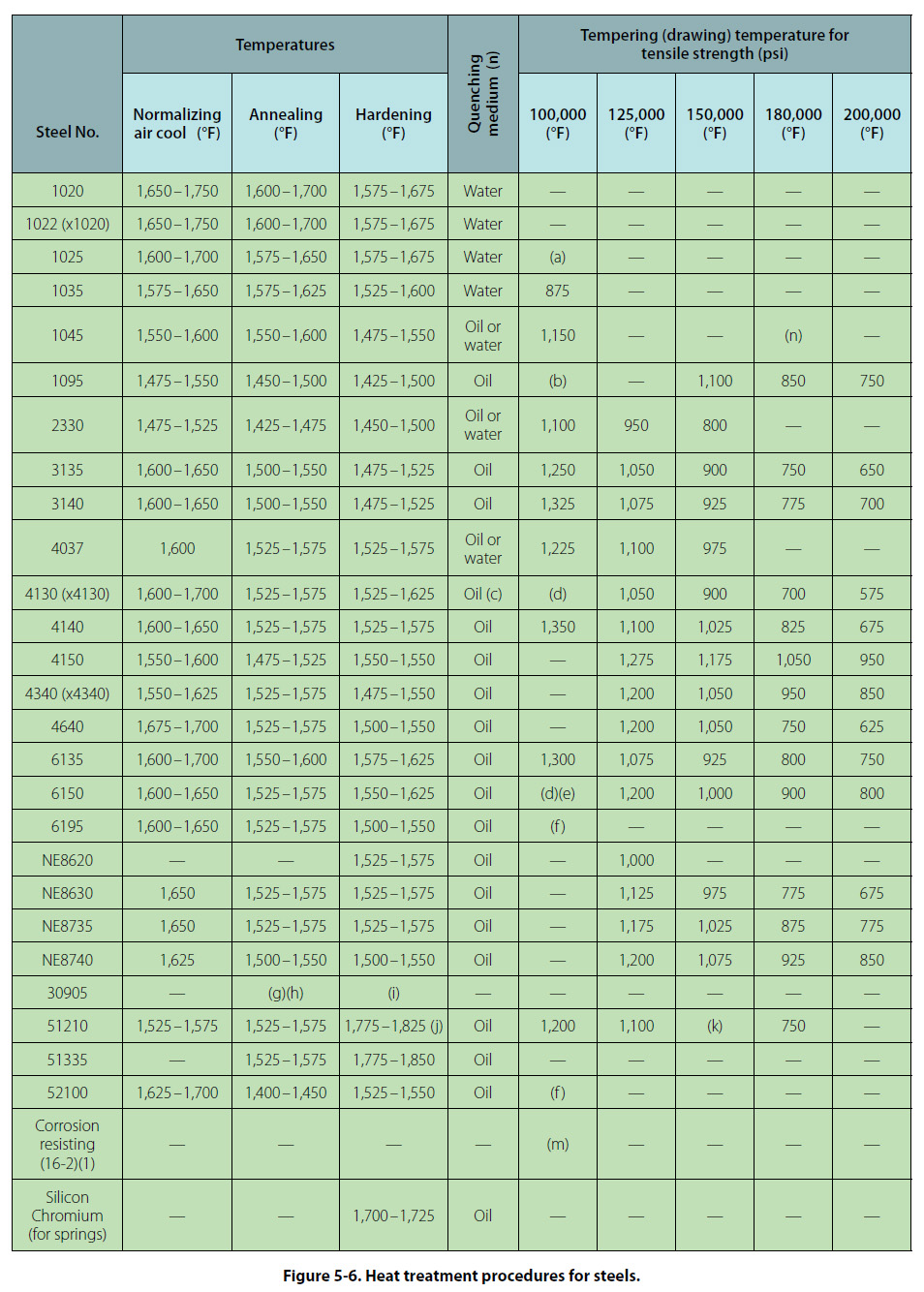
Soaking The temperature of the furnace must be held constant during the soaking period, since it is during this period that rearrangement of the internal structure of the steel takes place. Soaking temperatures for various types of steel are specified in ranges varying as much as 100 °F. [Figure 5-6] Small parts are soaked in the lower part of the specified range and heavy parts in the upper part of the specified range. The length of the soaking period depends upon the type of steel and the size of the part. Naturally, heavier parts require longer soaking to ensure equal heating throughout. As a general rule, a soaking period of 30 minutes to 1 hour is sufficient for the average heat-treating operation. Cooling The rate of cooling through the critical range determines the form that the steel will retain. Various rates of cooling are used to produce the desired results. Still air is a slow cooling medium, but is much faster than furnace cooling. Liquids are the fastest cooling media and are therefore used in hardening steels. There are three commonly used quenching liquids— brine, water, and oil. Brine is the strongest quenching medium, water is next, and oil is the least. Generally, an oil quench is used for alloy steels, and brine or water for carbon steels. Quenching Media Quenching solutions act only through their ability to cool the steel. They have no beneficial chemical action on the quenched steel and in themselves impart no unusual properties. Most requirements for quenching media are met satisfactorily by water or aqueous solutions of inorganic salts, such as table salt or caustic soda, or by some type of oil. The rate of cooling is relatively rapid during quenching in brine, somewhat less rapid in water, and slow in oil.
Brine usually is made of a 5 to 10 percent solution of salt (sodium chloride) in water. In addition to its greater cooling speed, brine has the ability to “throw" the scale from steel during quenching. The cooling ability of both water and brine, particularly water, is considerably affected by their temperature. Both should be kept cold—well below 60 °F. If the volume of steel being quenched tends to raise the temperature of the bath appreciably, add ice or use some means of refrigeration to cool the quenching bath. There are many specially prepared quenching oils on the market; their cooling rates do not vary widely. A straight mineral oil with a Saybolt viscosity of about 100 at 100 °F is generally used. Unlike brine and water, the oils have the greatest cooling velocity at a slightly elevated temperature—about 100–140 °F—because of their decreased viscosity at these temperatures. When steel is quenched, the liquid in immediate contact with the hot surface vaporizes; this vapor reduces the rate of heat abstraction markedly. Vigorous agitation of the steel or the use of a pressure spray quench is necessary to dislodge these vapor films and thus permit the desired rate of cooling. The tendency of steel to warp and crack during the quenching process is difficult to overcome because certain parts of the article cool more rapidly than others. The following recommendations will greatly reduce the warping tendency. 1. Never throw a part into the quenching bath. By permitting it to lie on the bottom of the bath, it is apt to cool faster on the top side than on the bottom side, thus causing it to warp or crack. 2. Agitate the part slightly to destroy the coating of vapor that could prevent it from cooling evenly and rapidly. This allows the bath to dissipate its heat to the atmosphere. 3. Immerse irregular shaped parts so that the heavy end enters the bath first. |
| ©AvStop Online Magazine Contact Us Return To Books |

.jpg)