![]()
|
|
||
Standards and Specifications The FAA requires that the structural strength and integrity of type-certificated aircraft conform to all airworthiness requirements. These requirements apply to performance, structural strength, and integrity as well flight characteristics. To meet these requirements, each aircraft must meet the same standards. To accomplish standardization, all materials and hardware must be manufactured to a standard of quality. Specifications and standards for aircraft hardware are usually identified by the organization that originated them. Some of the common standardizing organizations include:
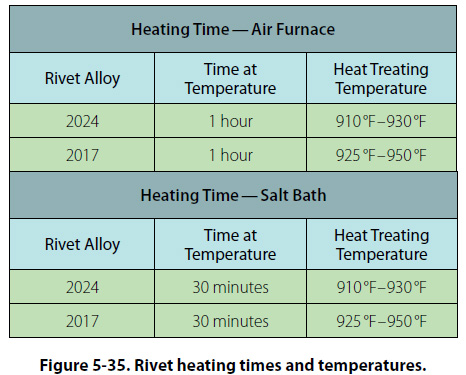
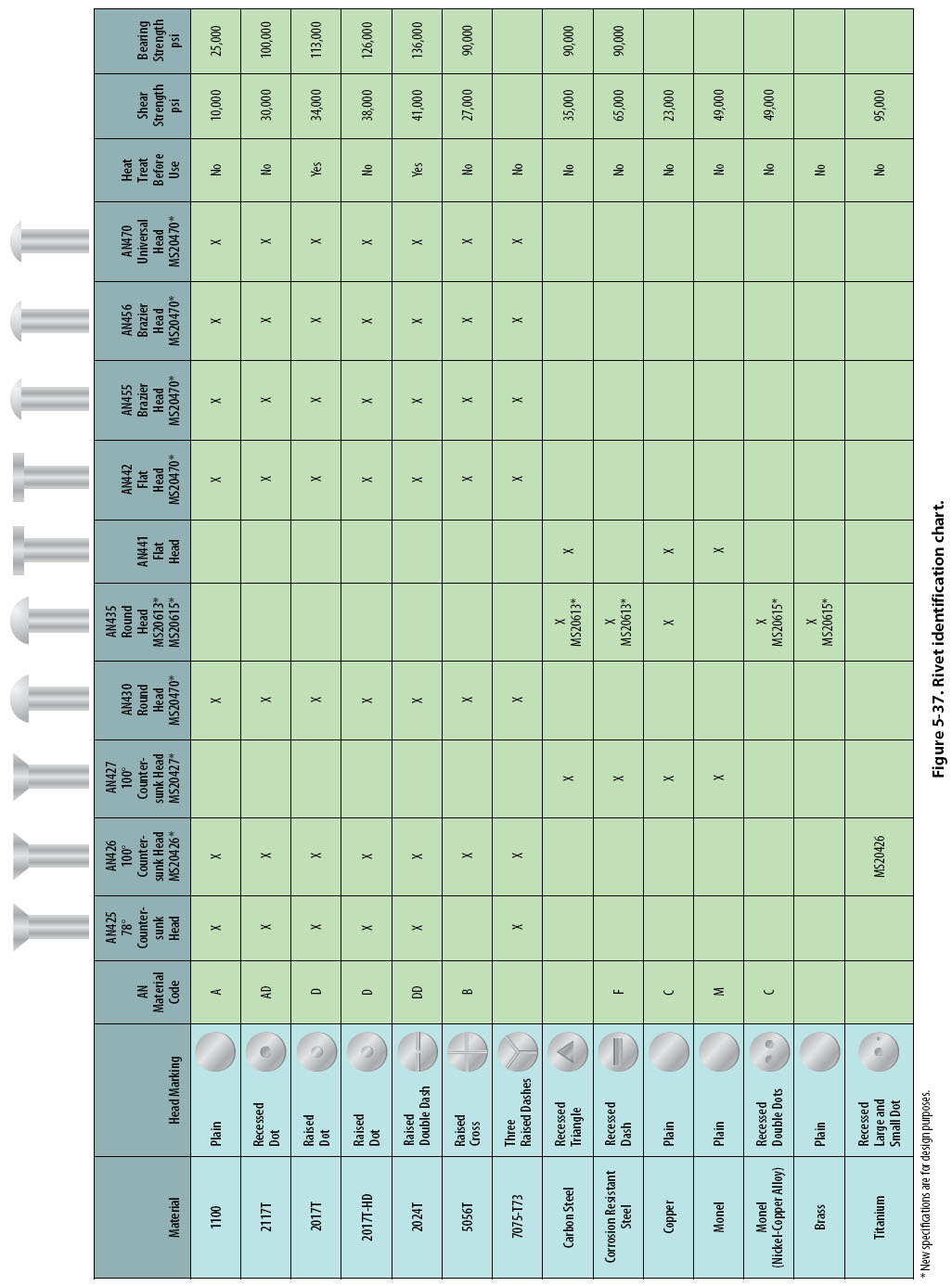
When a MS20426-AD4-6 rivet is required, the specifications have already been written for it in the Military Standard (MS) specifications. That information is available to the aircraft manufacturers and to the rivet manufacturers as well as to the mechanic. The specifications designate the material to be used as well as the head type, diameter, and length of the rivet. The use of standardized materials in the production of aircraft makes each aircraft exactly the same as the previous one and makes them less expensive to build. Aircraft rivets are manufactured to much higher standards and specifications than rivets manufactured for general use. When aircraft manufacturers started building all-metal aircraft in the 1930s, different manufacturers had different rivet head designs. Brazier heads, modified brazier heads, button heads, mushroom heads, flatheads, and 78° countersunk heads were used. As aircraft standardized, four rivet head designs almost completely replaced all of the others. Rivets exposed to the airflow over the top of the structure are usually either universal head MS20470 or 100° countersunk head MS20426 rivets. For rivets used in internal structures, the roundhead MS20430 and the flathead MS20442 are generally used. Solid Shank Rivets Solid shank rivets are generally used in repair work. They are identified by the kind of material of which they are made, their head type, size of shank, and their temper condition. The designation of the solid shank rivet head type, such as universal head, roundhead, flathead, countersunk head, and brazier head, depends on the cross-sectional shape of the head. [Figure 5-37] The temper designation and strength are indicated by special markings on the head of the rivet. The material used for the majority of aircraft solid shank rivets is aluminum alloy. The strength and temper conditions of aluminum alloy rivets are identified by digits and letters similar to those adopted for the identification of strength and temper conditions of aluminum and aluminum alloy stock. The 1100, 2017-T, 2024-T, 2117-T, and 5056 rivets are the five grades usually available. The 1100 rivet, which is composed of 99.45 percent pure aluminum, is very soft. It is for riveting the softer aluminum alloys, such as 1100, 3003, and 5052, which are used for nonstructural parts (all parts where strength is not a factor). The riveting of map cases is a good example of where a rivet of 1100 aluminum alloy may be used. The 2117-T rivet, known as the field rivet, is used more than any other for riveting aluminum alloy structures. The field rivet is in wide demand because it is ready for use as received and needs no further heat treating or annealing. It also has a high resistance to corrosion. The 2017-T and 2024-T rivets are used in aluminum alloy structures where more strength is needed than is obtainable with the same size 2217-T rivet. These rivets are known as “ice box rivets," are annealed, and must be kept refrigerated until they are to be driven. The 2017-T rivet should be driven within approximately 1 hour and the 2024-T rivet within 10 to 20 minutes after removal from refrigeration. The 5056 rivet is used for riveting magnesium alloy structures because of its corrosion-resistant qualities in combination with magnesium. Mild steel rivets are used for riveting steel parts. The corrosion-resistant steel rivets are for riveting corrosion- resistant steels in firewalls, exhaust stack brackets, and similar structures. Monel rivets are used for riveting nickel-steel alloys. They can be substituted for those made of corrosionresistant steel in some cases. The use of copper rivets in aircraft repair is limited. Copper rivets can be used only on copper alloys or nonmetallic materials such as leather. Metal temper is an important factor in the riveting process, especially with aluminum alloy rivets. Aluminum alloy rivets have the same heat-treating characteristics as aluminum alloy stock. They can be hardened and annealed in the same manner as aluminum. The rivet must be soft, or comparatively soft, before a good head can be formed. The 2017-T and 2024-T rivets are annealed before being driven. They harden with age. The process of heat treating (annealing) rivets is much the same as that for stock. Either an electric air furnace, a salt bath, or a hot oil bath is needed. The heat-treating range, depending on the alloy, is 625 °F to 950 °F. For convenient handling, rivets are heated in a tray or a wire basket. They are quenched in cold water (70 °F) immediately after heat treating. The 2017-T and 2024-T rivets, which are heat-treatable rivets, begin to age harden within a few minutes after being exposed to room temperature. Therefore, they must be used immediately after quenching or else be placed in cold storage. The most commonly used means for holding heat-treatable rivets at low temperature (below 32 °F) is to keep them in a refrigerator. They are referred to as “icebox" rivets. Under this storage condition, they will remain soft enough for driving for periods up to 2 weeks. Any rivets not used within that time should be removed for reheat treating. Icebox rivets attain about one-half their maximum strength in approximately 1 hour after driving and full strength in about 4 days. When 2017-T rivets are exposed to room temperature for 1 hour or longer, they must be subject to reheat treatment. This also applies to 2024-T rivets exposed to room temperature for a period exceeding 10 minutes. Once an icebox rivet has been taken from the refrigerator, it should not be mixed with the rivets still in cold storage. If more rivets are removed from the refrigerator than can be used in 15 minutes, they should be placed in a separate container and stored for reheat treatment. Heat treatment of rivets may be repeated a number of times if done properly. Proper heating times and temperatures are shown in Figure 5-35.
Most metals, and therefore aircraft rivet stock, are subject to corrosion. Corrosion may be the result of local climatic conditions or the fabrication process used. It is reduced to a minimum by using metals which are highly resistant to corrosion and possess the correct strength-to-weight ratio. Ferrous metals placed in contact with moist salt air will rust if not properly protected. Nonferrous metals, those without an iron base, do not rust, but a similar process known as corrosion takes place. The salt in moist air (found in the coastal areas) attacks the aluminum alloys. It is a common experience to inspect the rivets of an aircraft which has been operated near salt water and find them badly corroded. If a copper rivet is inserted into an aluminum alloy structure, two dissimilar metals are brought in contact with each other. Remember, all metals possess a small electrical potential. Dissimilar metals in contact with each other in the presence of moisture cause an electrical current to flow between them and chemical byproducts to be formed. Principally, this results in the deterioration of one of the metals. Certain aluminum alloys react to each other and, therefore, must be thought of as dissimilar metals. The commonly used aluminum alloys may be divided into the two groups shown in Figure 5-36.
Members within either group A or group B can be considered as similar to each other and will not react to others within the same group. A corroding action will take place, however, if any metal of group A comes in contact with a metal in group B in the presence of moisture. Avoid the use of dissimilar metals whenever possible. Their incompatibility is a factor which was considered when the AN Standards were adopted. To comply with AN Standards, the manufacturers must put a protective surface coating on the rivets. This may be zinc chromate, metal spray, or an anodized finish. The protective coating on a rivet is identified by its color. A rivet coated with zinc chromate is yellow, an anodized surface is pearl gray, and the metal sprayed rivet is identified by a silvery gray color. If a situation arises in which a protective coating must be applied on the job, paint the rivet with zinc chromate before it is used and again after it is driven. Identification Markings on the heads of rivets are used to classify their characteristics. These markings may be either a raised teat, two raised teats, a dimple, a pair of raised dashes, a raised cross, a single triangle, or a raised dash; some other heads have no markings. The different markings indicate the composition of the rivet stock. As explained previously, the rivets have different colors to identify the manufacturers’ protective surface coating. Roundhead rivets are used in the interior of the aircraft, except where clearance is required for adjacent members. The roundhead rivet has a deep, rounded top surface. The head is large enough to strengthen the sheet around the hole and, at the same time, offer resistance to tension. The flathead rivet, like the roundhead rivet, is used on interior structures. It is used where maximum strength is needed and where there isn’t sufficient clearance to use a roundhead rivet. It is seldom, if ever, used on external surfaces. The brazier head rivet has a head of large diameter, which makes it particularly adaptable for riveting thin sheet stock (skin). The brazier head rivet offers only slight resistance to the airflow, and because of this factor, it is frequently used for riveting skin on exterior surfaces, especially on aft sections of the fuselage and empennage. It is used for riveting thin sheets exposed to the slipstream. A modified brazier head rivet is also manufactured; it is simply a brazier head of reduced diameter. The universal head rivet is a combination of the roundhead, flathead, and brazier head. It is used in aircraft construction and repair in both interior and exterior locations. When replacement is necessary for protruding head rivets—roundhead, flathead, or brazier head—they can be replaced by universal head rivets. The countersunk head rivet is flat topped and beveled toward the shank so that it fits into a countersunk or dimpled hole and is flush with the material’s surface. The angle at which the head slopes may vary from 78° to 120°. The 100° rivet is the most commonly used type. These rivets are used to fasten sheets over which other sheets must fit. They are also used on exterior surfaces of the aircraft because they offer only slight resistance to the slipstream and help to minimize turbulent airflow. The markings on the heads of rivets indicate the material of which they are made and, therefore, their strength. Figure 5-37 identifies the rivet head markings and the materials indicated by them. Although there are three materials indicated by a plain head, it is possible to distinguish their difference by color. The 1100 is aluminum color; the mild steel is a typical steel color; and the copper rivet is a copper color. Any head marking can appear on any head style of the same material. Each type of rivet is identified by a part number so that the user can select the correct rivet for the job. The type of rivet head is identified by AN or MS standard numbers. The numbers selected are in series and each series represents a particular type of head. [Figure 5-37]
The most common numbers and the types of heads they represent are: AN426 or MS20426—countersunk head rivets
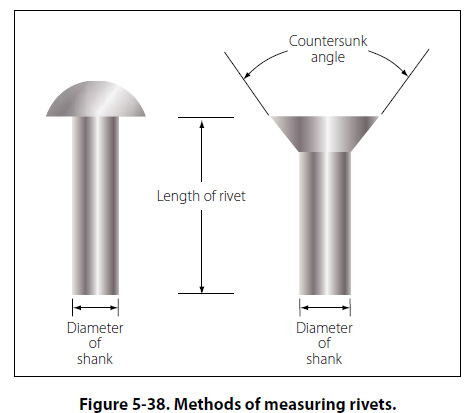
(100°) There are also letters and numbers added to a part number. The letters designate alloy content; the numbers designate rivet diameter and length. The letters in common use for alloy designation are: A—aluminum alloy, 1100 or 3003 composition The absence of a letter following the AN standard number indicates a rivet manufactured from mild steel. The fi rst number following the material composition letters expresses the diameter of the rivet shank in 32nds of an inch (Examples: 3 indicates 3/32, 5 indicates 5/32, and so forth). [Figure 5-38]
The last number(s), separated by a dash from the preceding number, expresses the length of the rivet shank in 16ths of an inch (Examples: 3 indicates 3/16 , 7 indicates 7/16 , 11 indicates 11/16 , and so forth). [Figure 5-38] An example of identifi cation marking of a rivet is: AN470AD3-5—complete part number |
| ©AvStop Online Magazine Contact Us Return To Books |