![]()
|
|
||
Cryofit Fittings Many transport category aircraft use Cryofit fittings to join hydraulic lines in areas where routine disconnections are not required. Cryofit fittings are standard fittings with a cryogenic sleeve. The sleeve is made of a shape memory alloy, Tinel™. The sleeve is manufactured 3 percent smaller, frozen in liquid nitrogen, and expanded to 5 percent larger than the line. During installation, the fitting is removed from the liquid nitrogen and inserted onto the tube. During a 10 to 15 second warming up period, the fitting contracts to its original size (3 percent smaller), biting down on the tube, forming a permanent seal. Cryofit fittings can only be removed by cutting the tube at the sleeve, though this leaves enough room to replace it with a swaged fitting without replacing the hydraulic line. It is frequently used with titanium tubing. The shape memory technology is also used for end fittings, flared fittings, and flareless fittings. [Figure 7-21]
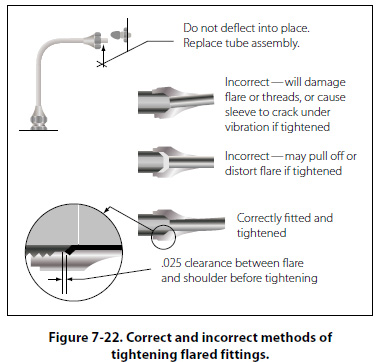
Rigid Tubing Installation and Inspection Before installing a line assembly in an aircraft, inspect the line carefully. Remove dents and scratches, and be sure all nuts and sleeves are snugly mated and securely fitted by proper flaring of the tubing. The line assembly should be clean and free of all foreign matter. Connection and Torque Never apply compound to the faces of the fitting or the flare, for it will destroy the metal-to-metal contact between the fitting and flare, a contact which is necessary to produce the seal. Be sure that the line assembly is properly aligned before tightening the fittings. Do not pull the installation into place with torque on the nut. Correct and incorrect methods of installing flared tube assemblies are illustrated in Figure 7-22.
Proper torque values are given in Table 7-2. Remember that these torque values are for flared-type fittings only. Always tighten fittings to the correct torque value when installing a tube assembly. Overtightening a fitting may badly damage or completely cut off the tube flare, or it may ruin the sleeve or fitting nut. Failure to tighten sufficiently also may be serious, as this condition may allow the line to blow out of the assembly or to leak under system pressure. The use of torque wrenches and the prescribed torque values prevents overtightening or undertightening. If a tube fitting assembly is tightened properly, it may be removed and retightened many times before reflaring is necessary.
|
| ©AvStop Online Magazine Contact Us Return To Books |