![]()
|
|
||
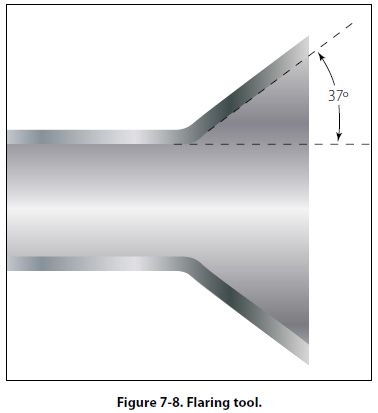
Tube Flaring Two kinds of flares are generally used in aircraft tubing: the single flare and the double flare. [Figure 7-7 (A and B)] Flares are frequently subjected to extremely high pressures; therefore, the flare on the tubing must be properly shaped or the connection will leak or fail. A flare made too small produces a weak joint, which may leak or pull apart; if made too large, it interferes with the proper engagement of the screw thread on the fitting and will cause leakage. A crooked flare is the result of the tubing not being cut squarely. If a flare is not made properly, flaws cannot be corrected by applying additional torque when tightening the fitting. The flare and tubing must be free from cracks, dents, nicks, scratches, or any other defects. The flaring tool used for aircraft tubing has male and female dies ground to produce a flare of 35° to 37°. Under no circumstance is it permissible to use an automotive-type flaring tool which produces a flare of 45°. [Figure 7-8]
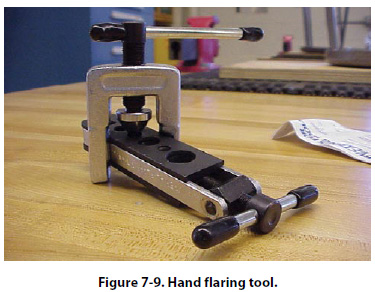
The single-flare hand flaring tool, similar to that shown in Figure 7-9, is used for flaring tubing.
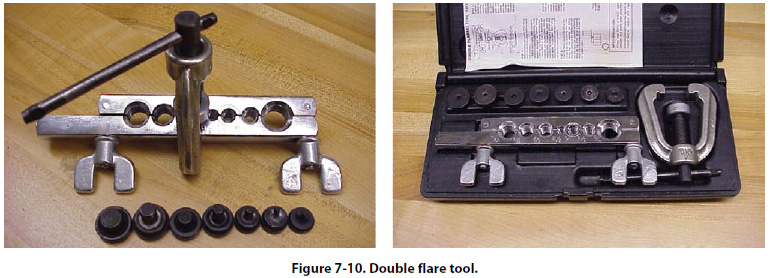
The tool consists of a flaring block or grip die, a yoke, and a flaring pin. The flaring block is a hinged double bar with holes corresponding to various sizes of tubing. These holes are countersunk on one end to form the outside support against which the flare is formed. The yoke is used to center the flaring pin over the end of the tube to be flared. Two types of flaring tools are used to make flares on tubing: the impact type and the rolling type. Instructions for Rolling-Type Flaring Tools Use these tools only to flare soft copper, aluminum, and brass tubing. Do not use with corrosion resistant steel or titanium. Cut the tube squarely and remove all burrs. Slip the fitting nut and sleeve on the tube. Loosen clamping screw used for locking the sliding segment in the die holder. This will permit their separation. The tools are self-gauging; the proper size flare is produced when tubing is clamped flush with the top of the die block. Insert tubing between the segments of the die block that correspond to the size of the tubing to be flared. Advance the clamp screw against the end segment and tighten firmly. Move the yoke down over the top of the die holder and twist it clockwise to lock it into position. Turn the feed screw down firmly, and continue until a slight resistance is felt. This indicates an accurate flare has been completed. Always read the tool manufacturer’s instructions, because there are several different types of rolling-type flaring tools that use slightly different procedures. Double Flaring A double flare is used on soft aluminum alloy tubing 3/8" outside diameter and under. This is necessary to prevent cutting off the flare and failure of the tube assembly under operating pressures. A double flare is smoother and more concentric than a single flare and therefore seals better. It is also more resistant to the shearing effect of torque. Double Flaring Instructions Deburr both the inside and outside of the tubing to be flared. Cut off the end of the tubing, if it appears damaged. Anneal brass, copper, and aluminum by heating to a dull red and cool rapidly in cold water. Open the flaring tool by unscrewing both clamping screws. Select the hole in the flaring bar that matches the tubing diameter and place the tubing with the end you have just prepared, extending above the top of the bar by a distance equal to the thickness of the shoulder of the adapter insert. Tighten clamping screws to hold tubing securely. Insert pilot of correctly sized adapter into tubing. Slip yoke over the flaring bars and center over adapter. Advance the cone downward until the shoulder of the adapter rests on the flaring bar. This bells out the end of the tubing. Next, back off the cone just enough to remove the adapter. After removing the adapter, advance the cone directly into the belled end of the tubing. This folds the tubing on itself and forms an accurate double flare without cracking or splitting the tubing. To prevent thinning out of the flare wall, do not overtighten. [Figure 7-10]
|
| ©AvStop Online Magazine Contact Us Return To Books |