![]()
|
|
||
Liquid Penetrant Inspection Penetrant inspection is a nondestructive test for defects open to the surface in parts made of any nonporous material. It is used with equal success on such metals as aluminum, magnesium, brass, copper, cast iron, stainless steel, and titanium. It may also be used on ceramics, plastics, molded rubber, and glass. Penetrant inspection will detect such defects as surface cracks or porosity. These defects may be caused by fatigue cracks, shrinkage cracks, shrinkage porosity, cold shuts, grinding and heat treat cracks, seams, forging laps, and bursts. Penetrant inspection will also indicate a lack of bond between joined metals. The main disadvantage of penetrant inspection is that the defect must be open to the surface in order to let the penetrant get into the defect. For this reason, if the part in question is made of material which is magnetic, the use of magnetic particle inspection is generally recommended. Penetrant inspection uses a penetrating liquid that enters a surface opening and remains there, making it clearly visible to the inspector. It calls for visual examination of the part after it has been processed, increasing the visibility of the defect so that it can be detected. Visibility of the penetrating material is increased by the addition of one of two types of dye, visible or fluorescent. The visible penetrant kit consists of dye penetrant, dye remover emulsifier, and developer. The fluorescent penetrant inspection kit contains a black light assembly, as well as spray cans of penetrant, cleaner, and developer. The light assembly consists of a power transformer, a flexible power cable, and a hand-held lamp. Due to its size, the lamp may be used in almost any position or location. Briefly, the steps for performing a penetrant inspection are:
Interpretation of Results The success and reliability of a penetrant inspection depends upon the thoroughness with which the part was prepared. Several basic principles applying to penetrant inspection are:
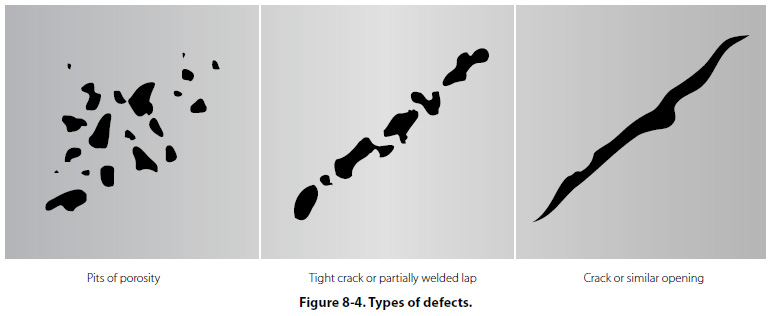
The size of the indication, or accumulation of penetrant, will show the extent of the defect and the brilliance will be a measure of its depth. Deep cracks will hold more penetrant and will be broader and more brilliant. Very fine openings can hold only small amounts of penetrants and will appear as fine lines. Figure 8-4 shows some of the types of defects that can be located using dry penetrant.
|
| ©AvStop Online Magazine Contact Us Return To Books |