![]()
|
|
||
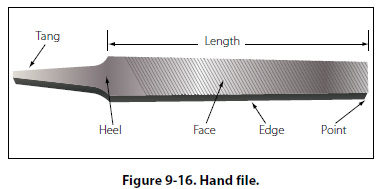
Files Most files are made of high-grade tool steels that are hardened and tempered. Files are manufactured in a variety of shapes and sizes. They are known either by the cross section, the general shape, or by their particular use. The cuts of files must be considered when selecting them for various types of work and materials. Files are used to square ends, file rounded corners, remove burrs and slivers from metal, straighten uneven edges, file holes and slots, and smooth rough edges. Files have three distinguishing features: (1) their length, measured exclusive of the tang [Figure 9-16]; (2) their kind or name, which has reference to the relative coarseness of the teeth; and (3) their cut.
Files are usually made in two types of cuts: single cut and double cut. The single cut file has a single row of teeth extending across the face at an angle of 65° to 85° with the length of the file. The size of the cuts depends on the coarseness of the file. The double cut file has two rows of teeth that cross each other. For general work, the angle of the first row is 40° to 45°. The first row is generally referred to as “overcut," and the second row as “upcut;" the upcut is somewhat finer and not as deep as the overcut. Files—Care and Use Files and rasps are catalogued in three ways:
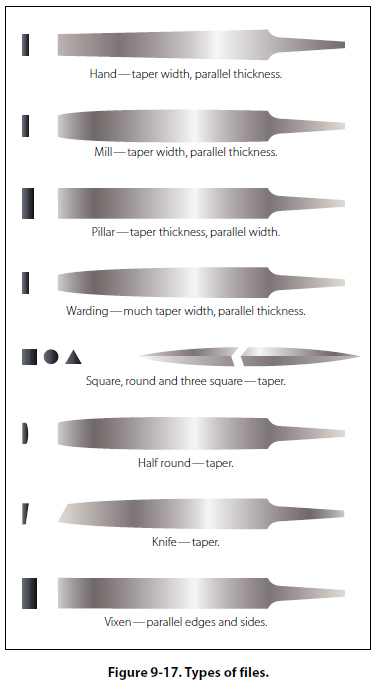
Most Commonly Used Files [Figure 9-17]
Hand files—These are parallel in width and tapered in thickness. They have one safe edge (smooth edge) which permits filing in corners, and on other work where a safe edge is required. Hand files are double cut and used principally for finishing flat surfaces and similar work. Flat files— These files are slightly tapered toward the point in both width and thickness. They cut on both edges as well as on the sides. They are the most common files in use. Flat files are double cut on both sides and single cut on both edges. Mill files—These are usually tapered slightly in thickness and in width for about one-third of their length. The teeth are ordinarily single cut. These files are used for drawfiling and to some extent for filing soft metals. Square files—These files may be tapered or blunt and are double cut. They are used principally for filing slots and key seats, and for surface filing. Round or rattail files—These are circular in cross section and may be either tapered or blunt and single or double cut. They are used principally for filing circular openings or concave surfaces. Triangular and three square files—These files are triangular in cross section. Triangular files are single cut and are used for filing the gullet between saw teeth. Three square files, which are double cut, may be used for filing internal angles, clearing out corners, and filing taps and cutters. Half-round files—These files cut on both the flat and round sides. They may be single or double cut. Their shape permits them to be used where other files would be unsatisfactory. Lead float files—These are especially designed for use on soft metals. They are single cut and are made in various lengths. Warding file—Rectangular in section and tapers to narrow point in width. This file is used for narrow space filing where other files cannot be used. Knife file—Knife blade section. This file is used by tool and die makers on work having acute angles. Wood file—Same section as flat and half-round files. This file has coarser teeth and is especially adaptable for use on wood. Vixen (curved-tooth files)—Curved-tooth files are especially designed for rapid filing and smooth finish on soft metals and wood. The regular cut is adapted for tough work on cast iron, soft steel, copper, brass, aluminum, wood, slate, marble, fiber, rubber, and so forth. The fine cut gives excellent results on steel, cast iron, phosphor bronze, white brass, and all hard metals. The smooth cut is used where the amount of material to be removed is very slight, but where a superior finish is desired. The following methods are recommended for using files:
Lathe filing requires that the file be held against the work revolving in the lathe. The file should not be held rigid or stationary but should be stroked constantly with a slight gliding or lateral motion along the work. A standard mill file may be used for this operation, but the long angle lathe file provides a much cleaner shearing and self-clearing action. Use a file with “safe" edges to protect work with shoulders from being marred. |
| ©AvStop Online Magazine Contact Us Return To Books |