When repairing a damaged line, be very careful to remove all chips and burrs. Any open line that is to be left unattended for some time should be sealed, using metal, wood, rubber, or plastic plugs or caps.
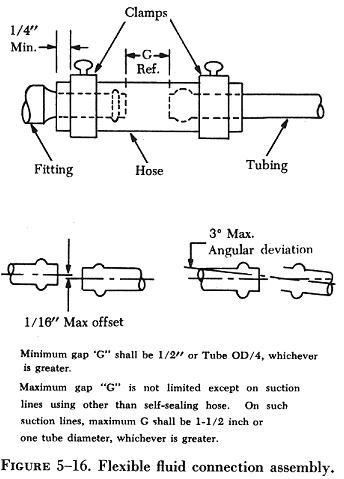
When repairing a low pressure line using a flexible fluid connection assembly, position the hose clamps carefully in order to prevent overhang of the clamp bands or chafing of the tightening screws on adjacent parts. If chafing can occur, the hose clamps should be repositioned on the hose. Figure 5-16 illustrates the design of a flexible fluid connection assembly and gives the maximum allowable angular and dimensional offset.
Layout of Lines
Remove the damaged or worn assembly, taking care not to further damage or distort it, and use it as a forming template for the new part. If the old length of tubing cannot be used as a pattern, make a wire template, bending the pattern by hand as required for the new assembly. Then bend the tubing to match the wire pattern. Never select a path that does not require bends in the tubing.