![]()
|
|
||
Chapter 13. The Mechanic Certificate Current Approach As mentioned earlier, the FAA itself has an increasing awareness and acceptance of “human factors" issues. In addition to the ACs already referenced, the FAA released in October 2005 an operator’s manual titled Human Factors in Aviation Maintenance. This manual was generated in response to the industry’s requests for a simple and manageable list of actions to implement a maintenance human factors program, and is an excellent reference document for it. A team of international industry experts chose the following six topics as necessary for a human factors program to be successful:
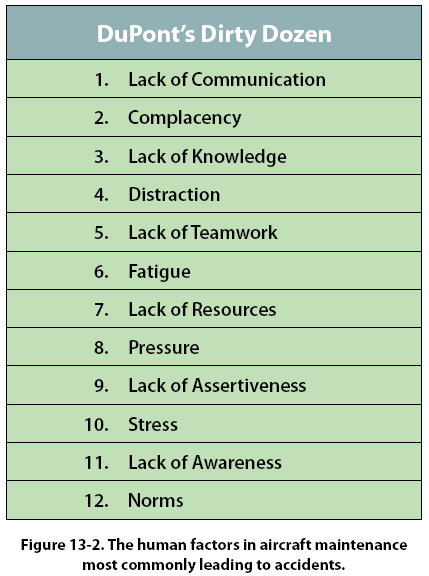
Probably the most well-known data associated with reducing the negative impact of human factors is the Dirty Dozen list of factors developed by Gordon DuPont from Transport Canada. [Figure 13-2] These 12 issues are:
Subsequent to the development of the Dirty Dozen, the “Magnificent Seven" list of human factors issues was developed by DuPont, and focused on positive aspects. These seven issues are:
Posters of the Dirty Dozen and the Magnificent Seven are available for a fee from the Maintenance and Ramp Safety Society (M.A.R.S.S.) located in British Columbia, Canada. Another major human factors tool for use in investigation of maintenance problems is the Boeing developed Maintenance Error Decision Aid (MEDA). This is based on the idea that errors result from a series of factors or incidents. The goal of using MEDA is to investigate errors, understand root causes, and prevent accidents, instead of simply placing blame on the maintenance personnel for the errors. Traditional efforts to investigate errors are often designed to identify the employee who made the error. In this situation, the actual factors that contributed to the errors or accident remain unchanged, and the mistake is likely to recur. In an effort to break this “blame and train" cycle, MEDA investigators learn to look for the factors that contributed to the error, instead of the employee who made the error. The MEDA concept is based on the following three principles:
When a company is willing to adopt these principles, then the MEDA process can be implemented to help the maintenance organization achieve the dual goals of identifying those factors that contribute to existing errors, and avoiding future errors. In creating this five-step process, Boeing initially worked with British Airways, Continental Airlines, United Airlines, a maintenance worker labor union, and the FAA. The five steps are:
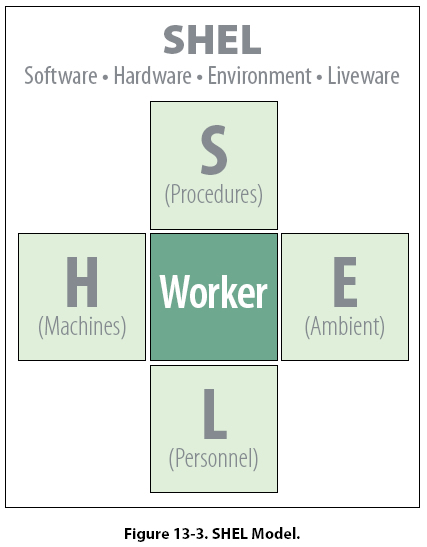
The implantation and continuous use of MEDA is a long-term commitment and not a “quick fix." However, airline operators and maintenance facilities frequently decide to use the MEDA approach to investigate serious, high visibility events which have caused significant cost to the company. The desire to do this is based upon the potential “payback" of such an investigation. This may ultimately be counterproductive because a highly visible event may not really be the best opportunity to investigate errors. Those involved in the process may be intimidated by the attention coming from upper management and various regulatory authorities. By using the MEDA process properly, the organization can investigate the factors that contributed to an error, discover exactly what led to that error, and fix those factors. Successful implementation of MEDA will allow the organization to avoid rework, lost revenue, and potentially dangerous situations related to events caused by maintenance errors. The “SHEL" model is another concept for investigating and evaluating maintenance errors. [Figure 13-3] As with other human factors tools, its goal is to determine not only what the problem is, but where and why it exists. SHEL was initiated by Professor Elwyn Edwards (Professor Emeritus, Aston University, Birmingham, U.K.) in 1972. It was later modified slightly by the late Capt. Frank Hawkins, a Human Factors consultant to KLM (Royal Dutch Airlines), in 1975. The acronym SHEL represents:
The model examines interaction with each of the four SHEL components, and does not consider interactions not involving human factors. The term “software" is not referring to the common use of the term as applied to computer programs. Instead it includes a broader view of manual layout, checklist layout, symbology, language (both technical and nontechnical), and computer programs. Hardware includes such things as the location of components, the accessibility of components and tooling. Environment takes temperature, humidity, sound, light, and time of day factors into account. Liveware relates technician interaction with other people, both on the job and off. These include managers, peers, family, friends, and self. No discussion of human factors is complete without reference to James Reasons’ Model of Accident Causation. This diagram, which was introduced in 1990, and revised by Dr. Reason in 1993, is often referred to as the Swiss cheese model and shows how various “holes" in different systems must be aligned in order for an error to occur. Only when the holes are all aligned can the incident take place. There are two types of failure which can occur—active and latent. An active failure is one in which the effects are immediate. An example of this type would be an aircraft slipping off one of the lifting jacks due to improper placement by the technician. In this example, the aircraft jack is the approved item of ground support equipment, and it has been properly maintained. A latent failure occurs as a result of a decision or action made long before the incident or accident actually occurs. The consequences of such a decision may remain dormant for a long time. An example of a latent failure could also involve the aircraft slipping off a joint, but in this case it could be an unapproved jack being used because funding had not been approved to purchase the correct ground support equipment (GSE). The field of human factors, especially in aviation maintenance, is a growing field of study. This section of this chapter has presented only a small segment of the numerous observations and presentations about the topic. If the technician desires to learn more, numerous books exist and a review of Internet data will provide an abundant supply of information. A good place to start researching would be the FAA’s own website at http://hfskyway.faa.gov/. This site, titled “Human Factors on Aviation Maintenance and Inspection (HFAMI)" provides access to products of the Federal Aviation Administration Flight Standards Service Human Factors in Aviation Maintenance and Inspection Program. Many aviation maintenance industry trade magazines include a section or at least a page devoted to human factors. “The Human Factors and Ergonomics Society" is a national organization composed of 22 technical groups, including one devoted to aerospace systems, which address both civilian and military issues of safety and performance. |
| ©AvStop Online Magazine Contact Us Return To Books |