![]()
|
|
||
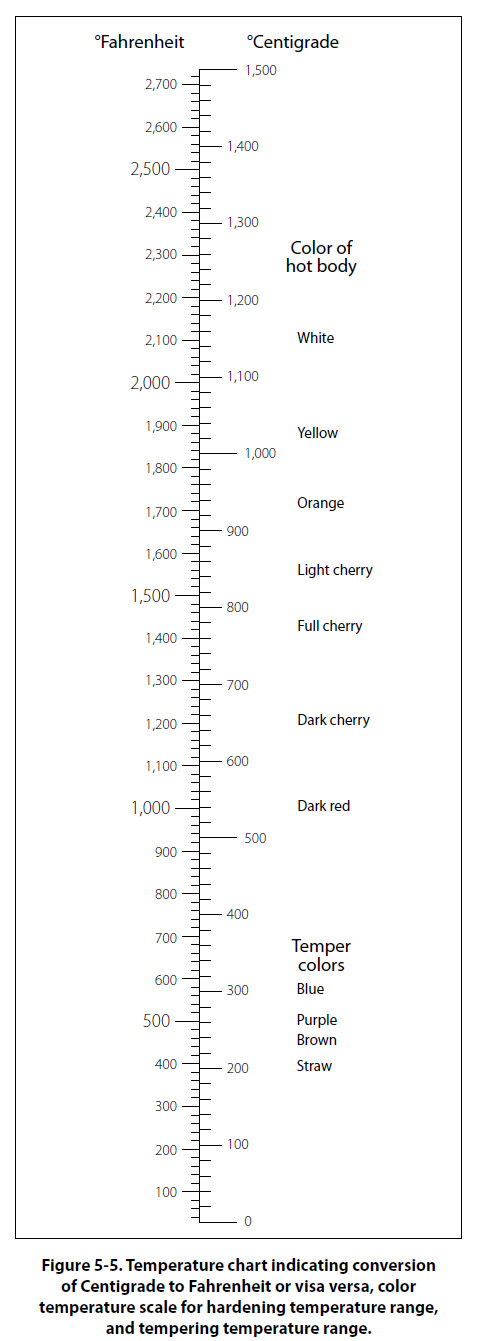
Heat-Treating Equipment Successful heat treating requires close control over all factors affecting the heating and cooling of metals. Such control is possible only when the proper equipment is available and the equipment is selected to fit the particular job. Thus, the furnace must be of the proper size and type and must be so controlled that temperatures are kept within the limits prescribed for each operation. Even the atmosphere within the furnace affects the condition of the part being heat treated. Further, the quenching equipment and the quenching medium must be selected to fit the metal and the heattreating operation. Finally, there must be equipment for handling parts and materials, for cleaning metals, and for straightening parts. Furnaces and Salt Baths There are many different types and sizes of furnaces used in heat treatment. As a general rule, furnaces are designed to operate in certain specific temperature ranges and attempted use in other ranges frequently results in work of inferior quality. In addition, using a furnace beyond its rated maximum temperature shortens its life and may necessitate costly and time consuming repairs. Fuel fired furnaces (gas or oil) require air for proper combustion and an air compressor or blower is therefore necessary. These furnaces are usually of the muffler type; that is, the combustion of the fuel takes place outside of and around the chamber in which the work is placed. If an open muffler is used, the furnace should be designed to prevent the direct impingement of flame on the work. In furnaces heated by electricity, the heating elements are generally in the form of wire or ribbon. Good design requires incorporation of additional heating elements at locations where maximum heat loss may be expected. Such furnaces commonly operate at up to a maximum temperature of about 2,000 °F. Furnaces operating at temperatures up to about 2,500 °F usually employ resistor bars of sintered carbides. Temperature Measurement and Control Temperature in the heat-treating furnace is measured by a thermoelectric instrument known as a pyrometer. This instrument measures the electrical effect of a thermocouple and, hence, the temperature of the metal being treated. A complete pyrometer consists of three parts—a thermocouple, extension leads, and meter. Furnaces intended primarily for tempering may be heated by gas or electricity and are frequently equipped with a fan for circulating the hot air. Salt baths are available for operating at either tempering or hardening temperatures. Depending on the composition of the salt bath, heating can be conducted at temperatures as low as 325 °F to as high as 2,450 °F. Lead baths can be used in the temperature range of 650 °F to 1,700 °F. The rate of heating in lead or salt baths is much faster in furnaces. Heat-treating furnaces differ in size, shape, capacity, construction, operation, and control. They may be circular or rectangular and may rest on pedestals or directly on the floor. There are also pit-type furnaces, which are below the surface of the floor. When metal is to be heated in a bath of molten salt or lead, the furnace must contain a pot or crucible for the molten bath. The size and capacity of a heat-treating furnace depends on the intended use. A furnace must be capable of heating rapidly and uniformly, regardless of the desired maximum temperature or the mass of the charge. An oven-type furnace should have a working space (hearth) about twice as long and three times as wide as any part that will be heated in the furnace. Accurate temperature measurement is essential to good heat treating. The usual method is by means of thermocouples: the most common base metal couples are copper-constantan (up to about 700 °F), iron-constantan (up to about 1,400 °F), and chromel-alumel (up to about 2,200 °F). The most common noble metal couples (which can be used up to about 2,800 °F) are platinum coupled with either the alloy 87 percent platinum (13 percent rhodium) or the alloy 90 percent platinum (10 percent rhodium). The temperatures quoted are for continuous operation. The life of thermocouples is affected by the maximum temperature (which may frequently exceed those given above) and by the furnace atmosphere. Iron-constantan is more suited for use in reducing and chromel-alumel in oxidizing atmospheres. Thermocouples are usually encased in metallic or ceramic tubes closed at the hot end to protect them from the furnace gases. A necessary attachment is an instrument, such as a millivoltmeter or potentiometer, for measuring the electromotive force generated by the thermocouple. In the interest of accurate control, place the hot junction of the thermocouple as close to the work as possible. The use of an automatic controller is valuable in controlling the temperature at the desired value. Pyrometers may have meters either of the indicating type or recording type. Indicating pyrometers give direct reading of the furnace temperature. The recording type produces a permanent record of the temperature range throughout the heating operation by means of an inked stylus attached to an arm which traces a line on a sheet of calibrated paper or temperature chart. Pyrometer installations on all modern furnaces provide automatic regulation of the temperature at any desired setting. Instruments of this type are called controlling potentiometer pyrometers. They include a current regulator and an operating mechanism, such as a relay. Heating The object in heating is to transform pearlite (a mixture of alternate strips of ferrite and iron carbide in a single grain) to austenite as the steel is heated through the critical range. Since this transition takes time, a relatively slow rate of heating must be used. Ordinarily, the cold steel is inserted when the temperature in the furnace is from 300 °F to 500 °F below the hardening temperature. In this way, too rapid heating through the critical range is prevented. If temperature measuring equipment is not available, it becomes necessary to estimate temperatures by some other means. An inexpensive, yet fairly accurate method involves the use of commercial crayons, pellets, or paints that melt at various temperatures within the range of 125 °F to 1,600 °F. The least accurate method of temperature estimation is by observation of the color of the hot hearth of the furnace or of the work. The heat colors observed are affected by many factors, such as the conditions of artificial or natural light, the character of the scale on the work, and so forth. Steel begins to appear dull red at about 1,000 °F, and as the temperature increases, the color changes gradually through various shades of red to orange, to yellow, and finally to white. A rough approximation of the correspondence between color and temperature is indicated in Figure 5-5. It is also possible to secure some idea of the temperature of a piece of carbon or low alloy steel, in the low temperature range used for tempering, from the color of the thin oxide film that forms on the cleaned surface of the steel when heated in this range. The approximate temperature/color relationship is indicated on the lower portion of the scale in Figure 5-5.
Since the work in salt or lead baths is surrounded by the liquid heating medium, the problem of preventing scaling or decarburization is simplified. Vacuum furnaces also are used for annealing steels, especially when a bright nonoxidized surface is a prime consideration. |
| ©AvStop Online Magazine Contact Us Return To Books |