![]()
|
|
||
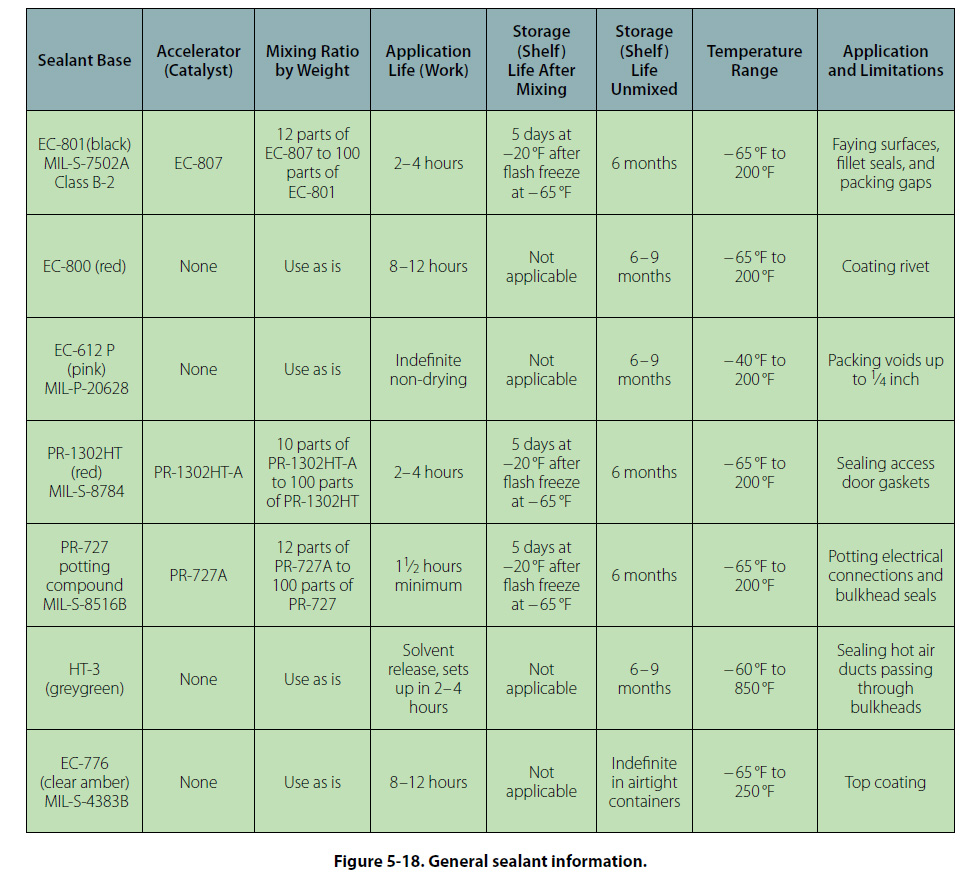
Two Part Sealants Two part sealants are compounds requiring separate packaging to prevent cure prior to application and are identified as the base sealing compound and the accelerator. Any alteration of the prescribed ratios will reduce the quality of the material. Generally, two-part sealants are mixed by combining equal portions (by weight) of base compound and accelerator. All sealant material should be carefully weighed in accordance with the sealant manufacturer’s recommendations. Sealant material is usually weighed with a balance scale equipped with weights specially prepared for various quantities of sealant and accelerator. Before weighing the sealant materials, thoroughly stir both the base sealant compound and the accelerator. Do not use accelerator which is dried out, lumpy, or flaky. Preweighed sealant kits do not require weighing of the sealant and accelerator before mixing when the entire quantity is to be mixed. After determining the proper amount of base sealant compound and accelerator, add the accelerator to the base sealant compound. Immediately after adding the accelerator, thoroughly mix the two parts by stirring or folding, depending on the consistency of the material. Carefully mix the material to prevent entrapment of air in the mixture. Overly rapid or prolonged stirring will build up heat in the mixture and shorten the normal application time (working life) of the mixed sealant. To ensure a well mixed compound, test by smearing a small portion on a clean, flat metal or glass surface. If flecks or lumps are found, continue mixing. If the flecks or lumps cannot be eliminated, reject the batch. The working life of mixed sealant is from 1/2 hour to 4 hours (depending upon the class of sealant); therefore, apply mixed sealant as soon as possible or place in refrigerated storage. Figure 5-18 presents general information concerning various sealants.
The curing rate of mixed sealants varies with changes in temperature and humidity. Curing of sealants will be extremely slow if the temperature is below 60 °F. A temperature of 77 °F with 50 percent relative humidity is the ideal condition for curing most sealants. Curing may be accelerated by increasing the temperature, but the temperature should never be allowed to exceed 120 °F at any time in the curing cycle. Heat may be applied by using infrared lamps or heated air. If heated air is used, it must be properly filtered to remove moisture and dirt. Heat should not be applied to any faying surface sealant installation until all work is completed. All faying surface applications must have all attachments, permanent or temporary, completed within the application limitations of the sealant. Sealant must be cured to a tack-free condition before applying brush top coatings. (Tack-free consistency is the point at which a sheet of cellophane pressed onto the sealant will no longer adhere.) Aircraft Hardware Aircraft hardware is the term used to describe the various types of fasteners and miscellaneous small items used in the manufacture and repair of aircraft. The importance of aircraft hardware is often overlooked because of its small size; however, the safe and efficient operation of any aircraft is greatly dependent upon the correct selection and use of aircraft hardware. An aircraft, even though made of the best materials and strongest parts, would be of doubtful value unless those parts were firmly held together. Several methods are used to hold metal parts together; they include riveting, bolting, brazing, and welding. The process used must produce a union that will be as strong as the parts that are joined. Identification Most items of aircraft hardware are identified by their specification number or trade name. Threaded fasteners and rivets are usually identified by AN (Air Force-Navy), NAS (National Aircraft Standard), or MS (Military Standard) numbers. Quick-release fasteners are usually identified by factory trade names and size designations. Threaded Fasteners Various types of fastening devices allow quick dismantling or replacement of aircraft parts that must be taken apart and put back together at frequent intervals. Riveting or welding these parts each time they are serviced would soon weaken or ruin the joint. Furthermore, some joints require greater tensile strength and stiffness than rivets can provide. Bolts and screws are two types of fastening devices which give the required security of attachment and rigidity. Generally, bolts are used where great strength is required, and screws are used where strength is not the deciding factor. Bolts and screws are similar in many ways. They are both used for fastening or holding, and each has a head on one end and screw threads on the other. Regardless of these similarities, there are several distinct differences between the two types of fasteners. The threaded end of a bolt is always blunt while that of a screw may be either blunt or pointed. The threaded end of a bolt usually has a nut screwed onto it to complete the assembly. The threaded end of a screw may fit into a female receptacle, or it may fit directly into the material being secured. A bolt has a fairly short threaded section and a comparatively long grip length or unthreaded portion; whereas a screw has a longer threaded section and may have no clearly defined grip length. A bolt assembly is generally tightened by turning the nut on the bolt; the head of the bolt may or may not be designed for turning. A screw is always tightened by turning its head. When it becomes necessary to replace aircraft fasteners, a duplicate of the original fastener should be used if at all possible. If duplicate fasteners are not available, extreme care and caution must be used in selecting substitutes. |
| ©AvStop Online Magazine Contact Us Return To Books |