![]()
|
|
||
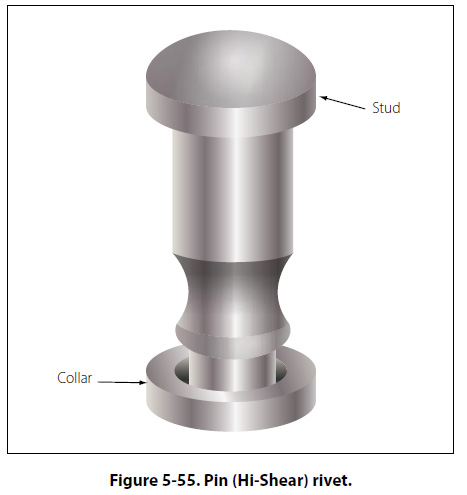
Special Shear and Bearing Load Fasteners Many special fasteners produce high strength with light weight and can be used in place of conventional AN bolts and nuts. When AN bolts are tightened with the nut, the bolt stretches, narrowing the diameter and then the bolt is no longer tight in the hole. Special fasteners eliminate this loose fit because they are held in place by a collar that is squeezed into position. These fasteners are not under the same tensile loads as a bolt during installation. Special fasteners are also used extensively for light sport aircraft (LSA). Always follow the aircraft manufacturer’s recommendations. Pin Rivets Pin (Hi-Shear) rivets are classified as special rivets but are not of the blind type. Access to both sides of the material is required to install this type of rivet. Pin rivets have the same shear strength as bolts of equal diameters, are about 40 percent of the weight of a bolt, and require only about one-fifth as much time for installation as a bolt, nut, and washer combination. They are approximately three times as strong as solid shank rivets. Pin rivets are essentially threadless bolts. The pin is headed at one end and is grooved about the circumference at the other. A metal collar is swaged onto the grooved end effecting a firm, tight fit. [Figure 5-55] Pin rivets are fabricated in a variety of materials but should be used only in shear applications. They should never be used where the grip length is less than the shank diameter.
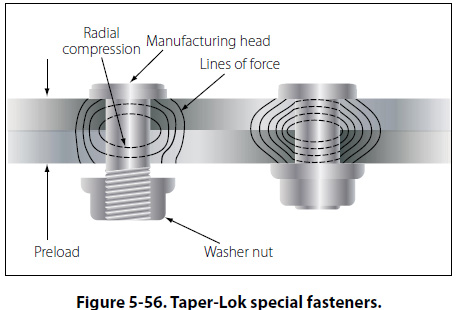
Part numbers for pin rivets can be interpreted to give the diameter and grip length of the individual rivets. A typical part number breakdown would be: NAS177-14-17 Taper-Lok Taper-Loks are the strongest special fasteners used in aircraft construction. The Taper-Lok exerts a force on the walls of the hole because of its tapered shape. The Taper-Lok is designed to completely fill the hole, but unlike the rivet, it fills the hole without deforming the shank. Instead, the washer head nut squeezes the metal with tremendous force against the tapered walls of the hole. This creates radial compression around the shank and vertical compression lines as the metals are squeezed together. The combination of these forces generates strength unequaled by any other fastener. [Figure 5-56]
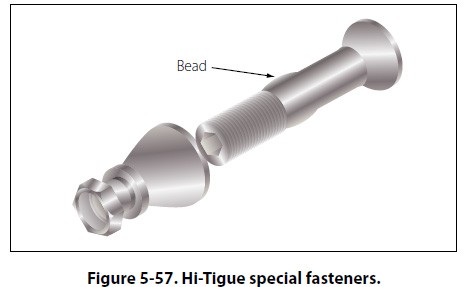
Hi-Tigue The Hi-Tigue special fastener has a bead that encircles the bottom of its shank. The bead preloads the hole it fills, resulting in increased joint strength. At installation, the bead presses against the sidewall of the hole, exerting radial force that strengthens the surrounding area. Because it is preloaded, the joint is not subjected to the constant cyclic action that normally causes a joint to become cold worked and eventually fail. Hi-Tigue fasteners are made of aluminum, titanium, and stainless steel alloys. The collars are composed of compatible metal alloys and come in two types: sealing and non-sealing. Just like the Hi-Loks, they can be installed using an Allen wrench and a box-end wrench. [Figure 5-57]
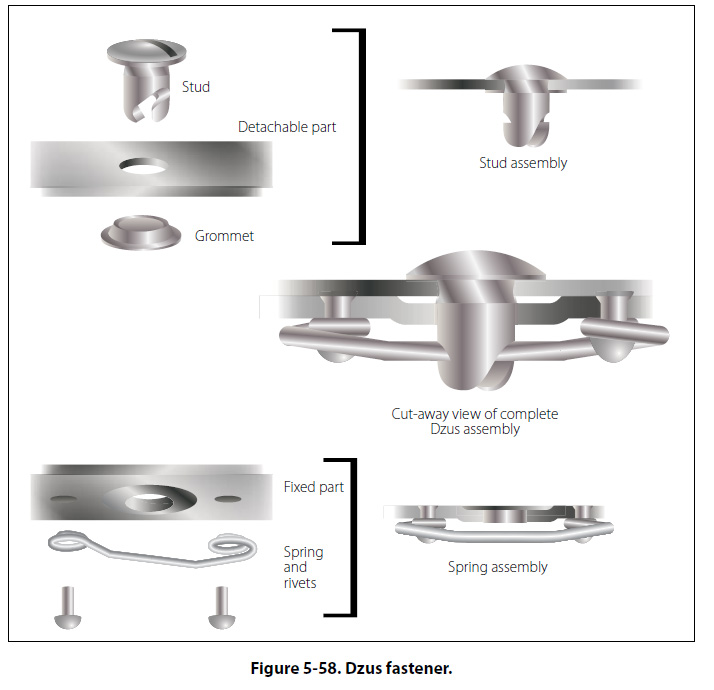
Captive Captive fasteners are used for quick removal of engine nacelles, inspection panels, and areas where fast and easy access is important. A captive fastener has the ability to turn in the body in which it is mounted, but which will not drop out when it is unscrewed from the part it is holding. Turnlock Fasteners Turnlock fasteners are used to secure inspection plates, doors, and other removable panels on aircraft. Turnlock fasteners are also referred to by such terms as quick opening, quick action, and stressed panel fasteners. The most desirable feature of these fasteners is that they permit quick and easy removal of access panels for inspection and servicing purposes. Turnlock fasteners are manufactured and supplied by a number of manufacturers under various trade names. Some of the most commonly used are the Dzus, Camloc, and Airloc. Dzus Fasteners The Dzus turnlock fastener consists of a stud, grommet, and receptacle. Figure 5-58 illustrates an installed Dzus fastener and the various parts.
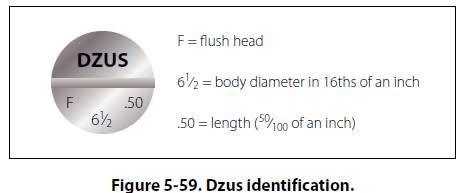
The grommet is made of aluminum or aluminum alloy material. It acts as a holding device for the stud. Grommets can be fabricated from 1100 aluminum tubing, if none are available from normal sources. The spring is made of steel, cadmium plated to prevent corrosion. The spring supplies the force that locks or secures the stud in place when two assemblies are joined. The studs are fabricated from steel and are cadmium plated. They are available in three head styles: wing, flush, and oval. Body diameter, length, and head type may be identified or determined by the markings found on the head of the stud. [Figure 5-59] The diameter is always measured in sixteenths of an inch.
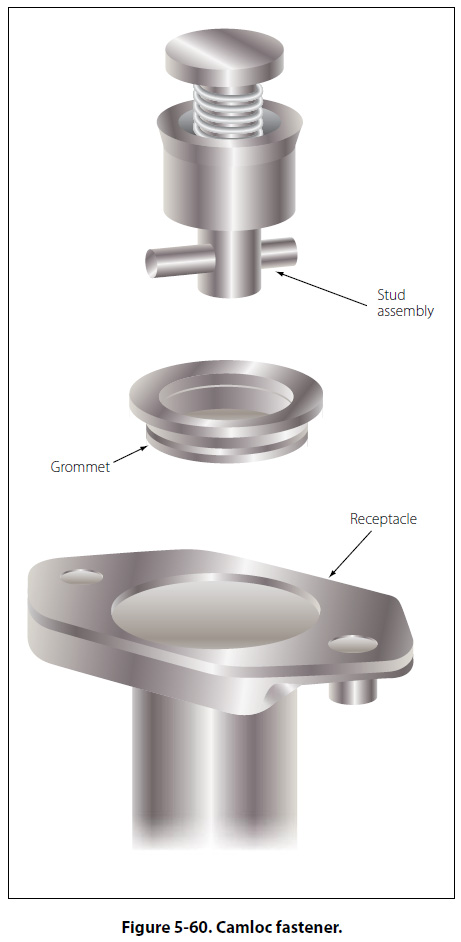
Stud length is measured in hundredths of an inch and is the distance from the head of the stud to the bottom of the spring hole. A quarter of a turn of the stud (clockwise) locks the fastener. The fastener may be unlocked only by turning the stud counterclockwise. A Dzus key or a specially ground screwdriver locks or unlocks the fastener. Camloc Fasteners Camloc fasteners are made in a variety of styles and designs. Included among the most commonly used are the 2600, 2700, 40S51, and 4002 series in the regular line, and the stressed panel fastener in the heavy duty line. The latter is used in stressed panels which carry structural loads. The Camloc fastener is used to secure aircraft cowlings and fairings. It consists of three parts: a stud assembly, a grommet, and a receptacle. Two types of receptacles are available: rigid and floating. [Figure 5-60]
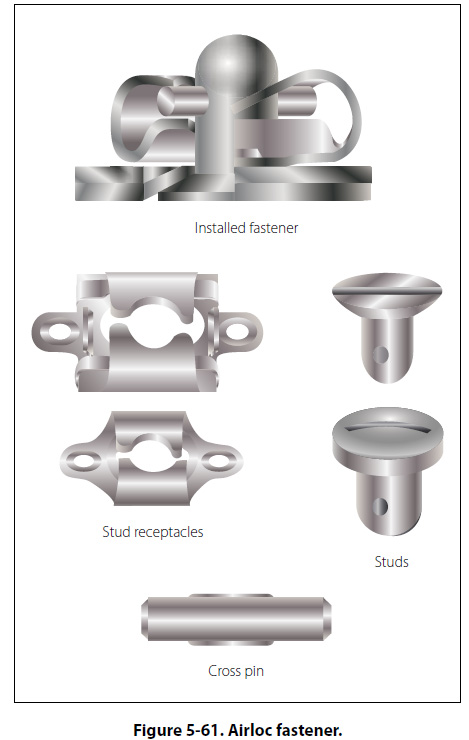
The stud and grommet are installed in the removable portion; the receptacle is riveted to the structure of the aircraft. The stud and grommet are installed in either a plain, dimpled, countersunk, or counterbored hole, depending upon the location and thickness of the material involved. A quarter turn (clockwise) of the stud locks the fastener. The fastener can be unlocked only by turning the stud counterclockwise. Airloc Fasteners The Airloc fastener consists of three parts: a stud, a cross pin, and a stud receptacle. [Figure 5-61] The studs are manufactured from steel and casehardened to prevent excessive wear. The stud hole is reamed for a press fit of the cross pin.
The total amount of material thickness to be secured with the Airloc fastener must be known before the correct length of stud can be selected for installation. The total thickness of material that each stud will satisfactorily lock together is stamped on the head of the stud in thousandths of an inch (0.040, 0.070, 0.190, and so forth). Studs are manufactured in three head styles: flush, oval, and wing. The cross pin [Figure 5-61] is manufactured from chrome-vanadium steel and heat treated to provide maximum strength, wear, and holding power. It should never be used the second time; once removed from the stud, replace it with a new pin. Receptacles for Airloc fasteners are manufactured in two types: rigid and floating. Sizes are classified by number—No. 2, No. 5, and No. 7. They are also classified by the center-to-center distance between the rivet holes of the receptacle: No. 2 is 3/4 inch; No. 5 is 1 inch; and No. 7 is 13/8 inch. Receptacles are fabricated from high-carbon, heat-treated steel. An upper wing assures ejection of the stud when unlocked and enables the cross pin to be held in a locked position between the upper wing, cam, stop, and wing detent, regardless of the tension to which the receptacle is subjected. |
| ©AvStop Online Magazine Contact Us Return To Books |