![]()
|
|
||
Riveted and Rivetless Nutplates When access to the back of a screw or bolt installation is impractical, riveted or rivetless nutplates are used to secure the connection of panels. One example in aircraft this technique is especially useful is to secure the floorboards to the stringers and to each other. Nutplates Nuts that are made to be riveted in place in aircraft are called nutplates. Their purpose is to allow bolts and screws to be inserted without having to hold the nut. They are permanently mounted to enable inspection panels and access doors to be easily removed and installed. When many screws are used on a panel, to make installation easier, normally floating anchor nuts are used. The floating anchor nut fits into a small bracket which is riveted to the aircraft skin. The nut is free to move, which makes it much easier to align it with the screw. For production ease, sometimes ganged anchor nuts are used for inspection panels. Ganged anchor nuts allow the nuts to float in a channel, making alignment with the screw easy. Self-locking nutplates are made under several standards and come in several shapes and sizes. Figure 5-62 shows an MS21078 two-lug nutplate with a nonmetallic insert, and an MS21047 lightweight, all-metal, 450 °F (232 °C) nutplate. Nutplates can also have three riveting points if the added strength is required.
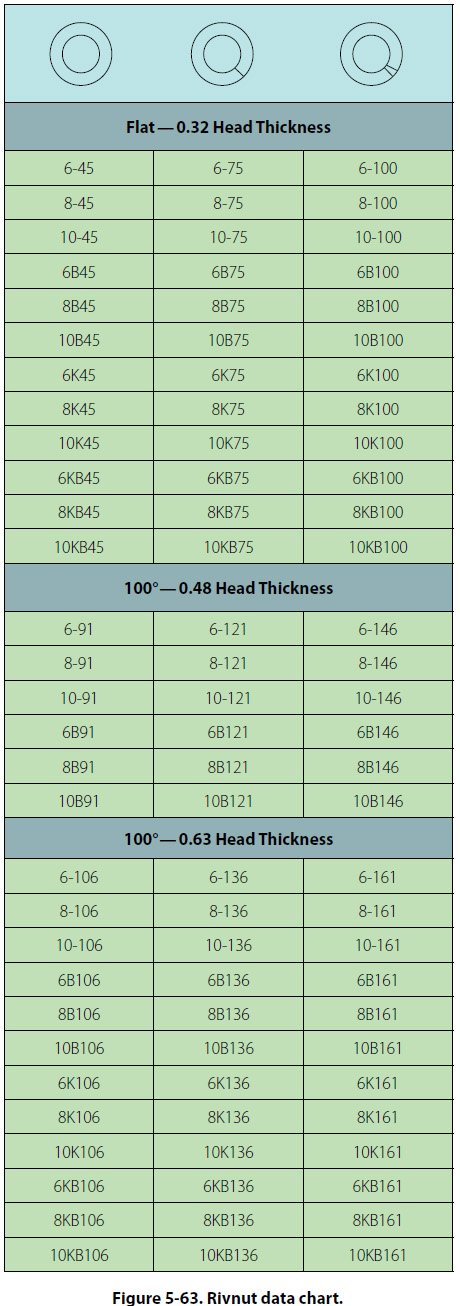
Rivnuts This is the trade name of a hollow, blind rivet made of 6053 aluminum alloy, counterbored and threaded on the inside. Rivnuts can be installed by one person using a special tool which heads the rivet on the blind side of the material. The Rivnut is threaded on the mandrel of the heading tool and inserted in the rivet hole. The heading tool is held at right angles to the material, the handle is squeezed, and the mandrel crank is turned clockwise after each stroke. Continue squeezing the handle and turning the mandrel crank of the heading tool until a solid resistance is felt, which indicates that the rivet is set. The Rivnut is used primarily as a nut plate and in the attachment of deicer boots to the leading edges of wings. It may be used as a rivet in secondary structures or for the attachment of accessories such as brackets, fairings, instruments, or soundproofing materials. Rivnuts are manufactured in two head types, each with two ends: the flathead with open or closed end, and the countersunk head with open or closed end. All Rivnuts, except the thin head countersunk type, are available with or without small projections (keys) attached to the head to keep the Rivnut from turning. Keyed Rivnuts are used as a nut plate, while those without keys are used for straight blind riveting repairs where no torque loads are imposed. A keyway cutter is needed when installing Rivnuts which have keys. The countersunk style Rivnut is made with two different head angles: the 100° with 0.048 and 0.063 inch head thickness, and the 115° with 0.063 inch head thickness. Each of these head styles is made in three sizes: 6-32, 8-32, and 10-32. These numbers represent the machine screw size of the threads on the inside of the Rivnut. The actual outside diameters of the shanks are 3/16 inch for the 6-32 size, 7/32 inch for the 8-32 size, and 1/4 inch for the 10-32 size. Open end Rivnuts are the most widely used and are recommended in preference to the closed end type wherever possible. However, closed end Rivnuts must be used in pressurized compartments. Rivnuts are manufactured in six grip ranges. The minimum grip length is indicated by a plain head, and the next higher grip length by one radial dash mark on the head. Each succeeding grip range is indicated by an additional radial dash mark until five marks indicate the maximum range.
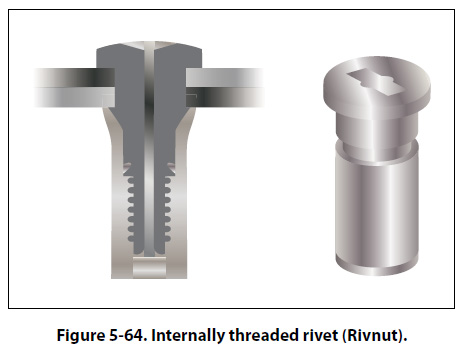
Notice in Figure 5-63 that some part number codes consist of a “6," an “8," or a “10," a “dash," and two or three more numbers. In some, the dash is replaced by the letters “K" or “KB." The first number indicates the machine screw size of the thread, and the last two or three numbers indicate the maximum grip length in thousandths of an inch. A dash between the figures indicates that the Rivnut has an open end and is keyless; a “B" in place of the dash means it has a closed end and is keyless; a “K" means it has an open end and has a key; and a “KB" indicates that it has a closed end and a key. If the last two or three numbers are divisible by five, the Rivnut has a flathead; if they are not divisible by five, the Rivnut has a countersunk head. An example of a part number code is: 10KB106 Dill Lok-Skrus and Dill Lok-Rivets Dill “Lok-Skru" and “Lok-Rivet" are trade names for internally threaded rivets. They are used for blind attachment of such accessories as fairings, fillets, access door covers, door and window frames, floor panels, and the like. Lok-Skrus and Lok-Rivets are similar to the Rivnut in appearance and application; however, they come in two parts and require more clearance on the blind side than the Rivnut to accommodate the barrel. [Figure 5-64]
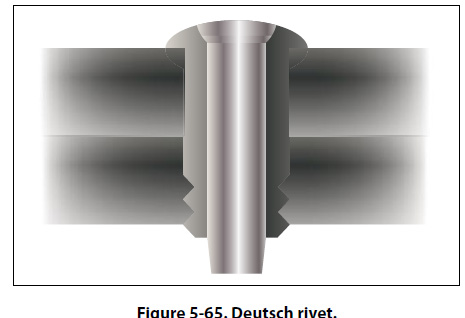
The Lok-Rivet and the Lok-Skru are alike in construction, except the Lok-Skru is tapped internally for fastening an accessory by using an attaching screw, whereas the Lok-Rivet is not tapped and can be used only as a rivet. Since both Lok-Skrus and Lok-Rivets are installed in the same manner, the following discus The main parts of a Lok-Skru are the barrel, the head, and an attachment screw. The barrel is made of aluminum alloy and comes in either closed or open ends. The head is either aluminum alloy or steel, and the attachment screw is made of steel. All of the steel parts are cadmium plated, and all of aluminum parts are anodized to resist corrosion. When installed, the barrel screws up over the head and grips the metal on the blind side. The attaching screw is then inserted if needed. There are two head types: the flathead and the countersunk head. The Lok-Skru is tapped for 7-32, 8-32, 10-32, or 10-24 screws, and the diameters vary from 0.230 inch for 6-32 screws, to 0.292 inch for 10-32 screws. Grip ranges vary from 0.010 inch to 0.225 inch. Deutsch Rivets This rivet is a high strength blind rivet used on late model aircraft. It has a minimum shear strength of 75,000 psi, and can be installed by one person. The Deutsch rivet consists of two parts: the stainless steel sleeve and the hardened steel drive pin. [Figure 5-65] The pin and sleeve are coated with a lubricant and a corrosion inhibitor.
The Deutsch rivet is available in diameters of 3/16, 1/4, or 3/8 inch. Grip lengths for this rivet range from 3/16 to 1 inch. Some variation is allowed in grip length when installing the rivet; for example, a rivet with a grip length of 3/16 inch can be used where the total thickness of materials is between 0.198 and 0.228 inch. When driving a Deutsch rivet, an ordinary hammer or a pneumatic rivet gun and a flathead set are used. The rivet is seated in the previously drilled hole and then the pin is driven into the sleeve. The driving action causes the pin to exert pressure against the sleeve and forces the sides of the sleeve out. This stretching forms a shop head on the end of the rivet and provides positive fastening. The ridge on the top of the rivet head locks the pin into the rivet as the last few blows are struck. Sealing Nutplates When securing nutplates in pressurized aircraft and in fuel cells, a sealing nutplate is used instead of the open ended variety previously described. Care must be taken to use exactly the correct length of bolt or screw. If a bolt or screw is too short, there will not be enough threads to hold the device in place. If the bolt or screw is too long, it will penetrate the back side of the nutplate and compromise the seal. Normally, a sealant is also used to ensure complete sealing of the nutplate. Check the manufacturer’s specifications for the acceptable sealant to be used for sealing nutplates. |
| ©AvStop Online Magazine Contact Us Return To Books |