![]()
|
|
||
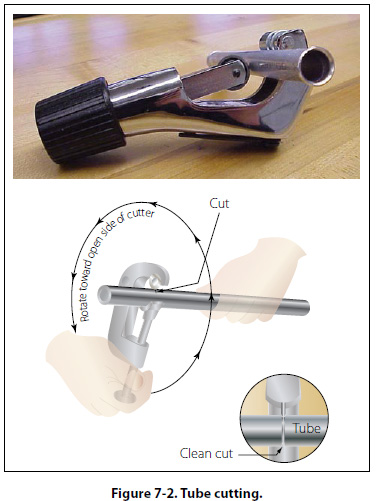
Sizes Metal tubing is sized by outside diameter (o.d.), which is measured fractionally in sixteenths of an inch. Thus, number 6 tubing is 6/16" (or 3/8") and number 8 tubing is 8/16" (or 1/2"), and so forth. The tube diameter is typically printed on all rigid tubing. In addition to other classifications or means of identification, tubing is manufactured in various wall thicknesses. Thus, it is important when installing tubing to know not only the material and outside diameter, but also the thickness of the wall. The wall thickness is typically printed on the tubing in thousands of an inch. To determine the inside diameter (i.d.) of the tube, subtract twice the wall thickness from the outside diameter. For example, a number 10 piece of tubing with a wall thickness of 0.063" has an inside diameter of 0.625" – 2(0.063") = 0.499". Fabrication of Metal Tube Lines Damaged tubing and fluid lines should be repaired with new parts whenever possible. Unfortunately, sometimes replacement is impractical and repair is necessary. Scratches, abrasions, or minor corrosion on the outside of fluid lines may be considered negligible and can be smoothed out with a burnishing tool or aluminum wool. Limitations on the amount of damage that can be repaired in this manner are discussed in this chapter under “Rigid Tubing Inspection and Repair." If a fluid line assembly is to be replaced, the fittings can often be salvaged; then the repair will involve only tube forming and replacement. Tube forming consists of four processes: Cutting, bending, flaring, and beading. If the tubing is small and made of soft material, the assembly can be formed by hand bending during installation. If the tube is 1/4" diameter or larger, hand bending without the aid of tools is impractical. Tube Cutting When cutting tubing, it is important to produce a square end, free of burrs. Tubing may be cut with a tube cutter or a hacksaw. The cutter can be used with any soft metal tubing, such as copper, aluminum, or aluminum alloy. Correct use of the tube cutter is shown in Figure 7-2. Special chipless cutters are available for cutting aluminum 6061-T6, corrosion resistant steel and titanium tubing.
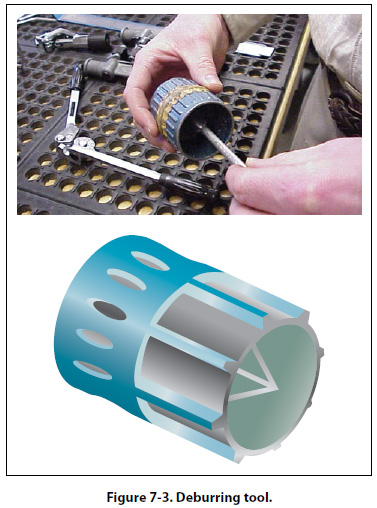
A new piece of tubing should be cut approximately 10 percent longer than the tube to be replaced to provide for minor variations in bending. Place the tubing in the cutting tool, with the cutting wheel at the point where the cut is to be made. Rotate the cutter around the tubing, applying a light pressure to the cutting wheel by intermittently twisting the thumbscrew. Too much pressure on the cutting wheel at one time could deform the tubing or cause excessive burring. After cutting the tubing, carefully remove any burrs from inside and outside the tube. Use a knife or the burring edge attached to the tube cutter. The deburring operation can be accomplished by the use of a deburring tool as shown in Figure 7-3. This tool is capable of removing both the inside and outside burrs by just turning the tool end for end.
When performing the deburring operation, use extreme care that the wall thickness of the end of the tubing is not reduced or fractured. Very slight damage of this type can lead to fractured flares or defective flares which will not seal properly. Use a fine-tooth file to file the end square and smooth. If a tube cutter is not available, or if tubing of hard material is to be cut, use a fine-tooth hacksaw, preferably one having 32 teeth per inch. The use of a saw will decrease the amount of work hardening of the tubing during the cutting operation. After sawing, file the end of the tube square and smooth, removing all burrs. An easy way to hold small diameter tubing, when cutting it, is to place the tube in a combination flaring tool and clamp the tool in a vise. Make the cut about onehalf inch from the flaring tool. This procedure keeps sawing vibrations to a minimum and prevents damage to the tubing if it is accidentally hit with the hacksaw frame or file handle while cutting. Be sure all filings and cuttings are removed from the tube. |
| ©AvStop Online Magazine Contact Us Return To Books |