![]()
|
|
||
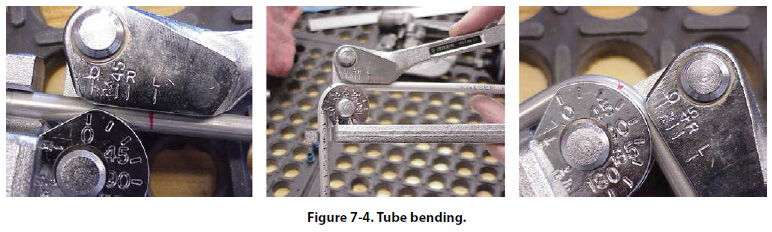
Tube Bending The objective in tube bending is to obtain a smooth bend without flattening the tube. Tubing under 1/4" in diameter usually can be bent without the use of a bending tool. For larger sizes, either portable hand benders or production benders are usually used. Table 7-1 shows preferred methods and standard bend radii for bending tubing by tube size. Using a hand bender, insert the tubing into the groove of the bender, so that the measured end is left of the form block. Align the two zeros and align the mark on the tubing with the L on the form handle. If the measured end is on the right side, then align the mark on the tubing with the R on the form handle. With a steady motion, pull the form handle till the zero mark on the form handle lines up with the desired angle of bend, as indicated on the radius block. [Figure 7-4]
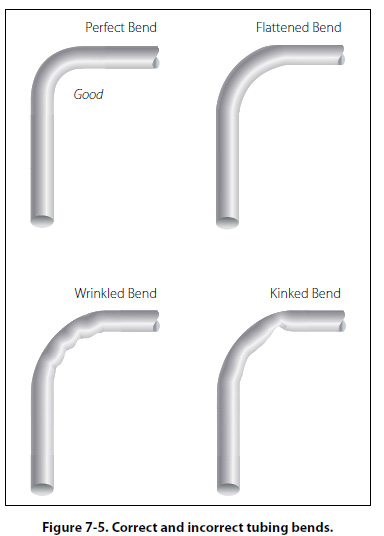
Bend the tubing carefully to avoid excessive flattening, kinking, or wrinkling. A small amount of flattening in bends is acceptable, but the small diameter of the flattened portion must not be less than 75 percent of the original outside diameter. Tubing with flattened, wrinkled, or irregular bends should not be installed. Wrinkled bends usually result from trying to bend thin wall tubing without using a tube bender. Excessive flattening will cause fatigue failure of the tube. Examples of correct and incorrect tubing bends are shown in Figure 7-5.
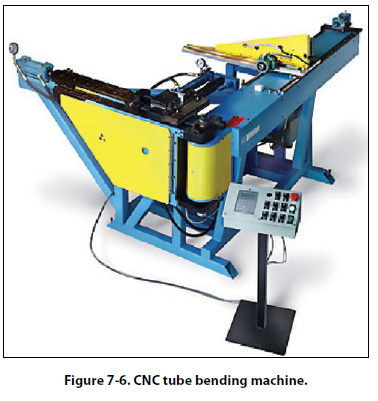
Tube bending machines for all types of tubing are generally used in repair stations and large maintenance shops. With such equipment, proper bends can be made on large diameter tubing and on tubing made from hard material. The production CNC™ tube bender is an example of this type of machine. [Figure 7-6]
The ordinary production tube bender will accommodate tubing ranging from 1/4" to 11/2" outside diameter. Benders for larger sizes are available, and the principle of their operation is similar to that of the hand tube bender. The radius blocks are so constructed that the radius of bend will vary with the tube diameter. The radius of bend is usually stamped on the block. Alternative Bending Methods When hand or production tube benders are not available or are not suitable for a particular bending operation, a filler of metallic composition or of dry sand may be used to facilitate bending. When using this method, cut the tube slightly longer than is required. The extra length is for inserting a plug (which may be wooden) in each end. The tube can also be closed by flattening the ends or by soldering metal disks in them. After plugging one end, fill and pack the tube with fine, dry sand and plug tightly. Both plugs must be tight so they will not be forced out when the bend is made. After the ends are closed, bend the tubing over a forming block shaped to the specified radius. In a modified version of the filler method, a fusible alloy is used instead of sand. In this method, the tube is filled under hot water with a fusible alloy that melts at 160 °F. The alloy-filled tubing is then removed from the water, allowed to cool, and bent slowly by hand around a forming block or with a tube bender. After the bend is made, the alloy is again melted under hot water and removed from the tubing. When using either filler methods, make certain that all particles of the filler are removed. Visually inspect with a borescope to make certain that no particles will be carried into the system in which the tubing is installed. Store the fusible alloy filler where it will be free from dust or dirt. It can be remelted and reused as often as desired. Never heat this filler in any other way than the prescribed method, as the alloy will stick to the inside of the tubing, making them both unusable. |
| ©AvStop Online Magazine Contact Us Return To Books |