![]()
|
|
||
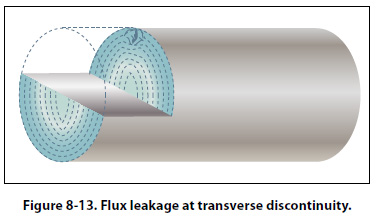
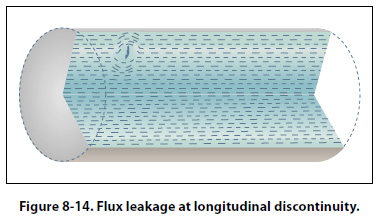
Development of Indications When a discontinuity in a magnetized material is open to the surface, and a magnetic substance (indicating medium) is available on the surface, the flux leakage at the discontinuity tends to form the indicating medium into a path of higher permeability. (Permeability is a term used to refer to the ease with which a magnetic flux can be established in a given magnetic circuit.) Because of the magnetism in the part and the adherence of the magnetic particles to each other, the indication remains on the surface of the part in the form of an approximate outline of the discontinuity that is immediately below it. The same action takes place when the discontinuity is not open to the surface, but since the amount of flux leakage is less, fewer particles are held in place and a fainter and less sharply defined indication is obtained. If the discontinuity is very far below the surface, there may be no flux leakage and no indication on the surface. The flux leakage at a transverse discontinuity is shown in Figure 8-13. The flux leakage at a longitudinal discontinuity is shown in Figure 8-14.
Types of Discontinuities Disclosed The following types of discontinuities are normally detected by the magnetic particle test: cracks, laps, seams, cold shuts, inclusions, splits, tears, pipes, and voids. All of these may affect the reliability of parts in service. Cracks, splits, bursts, tears, seams, voids, and pipes are formed by an actual parting or rupture of the solid metal. Cold shuts and laps are folds that have been formed in the metal, interrupting its continuity. Inclusions are foreign material formed by impurities in the metal during the metal processing stages. They may consist, for example, of bits of furnace lining picked up during the melting of the basic metal or of other foreign constituents. Inclusions interrupt the continuity of the metal because they prevent the joining or welding of adjacent faces of the metal. Preparation of Parts for Testing Grease, oil, and dirt must be cleaned from all parts before they are tested. Cleaning is very important since any grease or other foreign material present can produce nonrelevant indications due to magnetic particles adhering to the foreign material as the suspension drains from the part. Grease or foreign material in sufficient amount over a discontinuity may also prevent the formation of a pattern at the discontinuity. It is not advisable to depend upon the magnetic particle suspension to clean the part. Cleaning by suspension is not thorough and any foreign materials so removed from the part will contaminate the suspension, thereby reducing its effectiveness. In the dry procedure, thorough cleaning is absolutely necessary. Grease or other foreign material will hold the magnetic powder, resulting in nonrelevant indications and making it impossible to distribute the indicating medium evenly over the part’s surface. All small openings and oil holes leading to internal passages or cavities should be plugged with paraffin or other suitable nonabrasive material. Coatings of cadmium, copper, tin, and zinc do not interfere with the satisfactory performance of magnetic particle inspection, unless the coatings are unusually heavy or the discontinuities to be detected are unusually small. Chromium and nickel plating generally will not interfere with indications of cracks open to the surface of the base metal but will prevent indications of fine discontinuities, such as inclusions. Because it is more strongly magnetic, nickel plating is more effective than chromium plating in preventing the formation of indications. |
| ©AvStop Online Magazine Contact Us Return To Books |