![]()
|
|
||
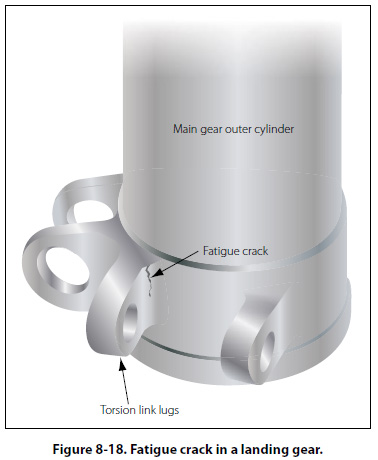
Effect of Flux Density The effectiveness of the magnetic particle inspection also depends on the flux density or field strength at the surface of the part when the indicating medium is applied. As the flux density in the part is increased, the sensitivity of the test increases because of the greater flux leakages at discontinuities and the resulting improved formation of magnetic particle patterns. Excessively high flux densities may form nonrelevant indications; for example, patterns of the grain flow in the material. These indications will interfere with the detection of patterns resulting from significant discontinuities. It is therefore necessary to use a field strength high enough to reveal all possible harmful discontinuities but not strong enough to produce confusing nonrelevant indications. Magnetizing Methods When a part is magnetized, the field strength in the part increases to a maximum for the particular magnetizing force and remains at this maximum as long as the magnetizing force is maintained. When the magnetizing force is removed, the field strength decreases to a lower residual value depending on the magnetic properties of the material and the shape of the part. These magnetic characteristics determine whether the continuous or residual method is used in magnetizing the part. In the continuous inspection method, the part is magnetized and the indicating medium applied while the magnetizing force is maintained. The available flux density in the part is thus at a maximum. The maximum value of flux depends directly upon the magnetizing force and the permeability of the material of which the part is made. The continuous method may be used in practically all circular and longitudinal magnetization procedures. The continuous procedure provides greater sensitivity than the residual procedure, particularly in locating subsurface discontinuities. The highly critical nature of aircraft parts and assemblies and the necessity for subsurface inspection in many applications have resulted in the continuous method being more widely used. Inasmuch as the continuous procedure will reveal more nonsignificant discontinuities than the residual procedure, careful and intelligent interpretation and evaluation of discontinuities revealed by this procedure are necessary. The residual inspection procedure involves magnetization of the part and application of the indicating medium after the magnetizing force has been removed. This procedure relies on the residual or permanent magnetism in the part and is more practical than the continuous procedure when magnetization is accomplished by flexible coils wrapped around the part. In general, the residual procedure is used only with steels which have been heat treated for stressed applications. Identification of Indications The correct evaluation of the character of indications is extremely important but is sometimes difficult to make from observation of the indications alone. The principal distinguishing features of indications are shape, buildup, width, and sharpness of outline. These characteristics are more valuable in distinguishing between types of discontinuities than in determining their severity. Careful observation of the character of the magnetic particle pattern should always be included in the complete evaluation of the significance of an indicated discontinuity. The most readily distinguished indications are those produced by cracks open to the surface. These discontinuities include fatigue cracks, heat treat cracks, shrink cracks in welds and castings, and grinding cracks. An example of a fatigue crack is shown in Figure 8-18.
Magnaglo Inspection Magnaglo inspection is similar to the preceding method but differs in that a fluorescent particle solution is used and the inspection is made under black light. Efficiency of inspection is increased by the neon-like glow of defects allowing smaller flaw indications to be seen. This is an excellent method for use on gears, threaded parts, and aircraft engine components. The reddish brown liquid spray or bath that is used consists of Magnaglo paste mixed with a light oil at the ratio of 0.10 to 0.25 ounce of paste per gallon of oil. After inspection, the part must be demagnetized and rinsed with a cleaning solvent. |
| ©AvStop Online Magazine Contact Us Return To Books |