![]()
|
|
||
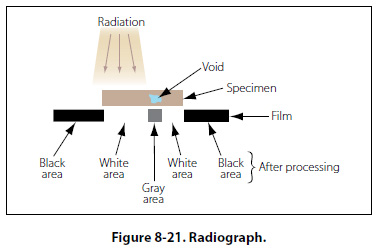
Indicating Mediums The various types of indicating mediums available for magnetic particle inspection may be divided into two general material types: wet and dry. The basic requirement for any indicating medium is that it produce acceptable indications of discontinuities in parts. The contrast provided by a particular indicating medium on the background or part surface is particularly important. The colors most extensively used are black and red for the wet procedure and black, red, and gray for the dry procedure. For acceptable operation, the indicating medium must be of high permeability and low retentivity. High permeability ensures that a minimum of magnetic energy will be required to attract the material to flux leakage caused by discontinuities. Low retentivity ensures that the mobility of the magnetic particles will not be hindered by the particles themselves becoming magnetized and attracting one another. Demagnetizing The permanent magnetism remaining after inspection must be removed by a demagnetization operation if the part is to be returned to service. Parts of operating mechanisms must be demagnetized to prevent magnetized parts from attracting filings, grindings, or chips inadvertently left in the system, or steel particles resulting from operational wear. An accumulation of such particles on a magnetized part may cause scoring of bearings or other working parts. Parts of the airframe must be demagnetized so they will not affect instruments. Demagnetization between successive magnetizing operations is not normally required unless experience indicates that omission of this operation results in decreased effectiveness for a particular application. Demagnetization may be accomplished in a number of different ways. A convenient procedure for aircraft parts involves subjecting the part to a magnetizing force that is continually reversing in direction and, at the same time, gradually decreasing in strength. As the decreasing magnetizing force is applied first in one direction and then the other, the magnetization of the part also decreases. Standard Demagnetizing Practice The simplest procedure for developing a reversing and gradually decreasing magnetizing force in a part involves the use of a solenoid coil energized by alternating current. As the part is moved away from the alternating field of the solenoid, the magnetism in the part gradually decreases. A demagnetizer whose size approximates that of the work should be used. For maximum effectiveness, small parts should be held as close to the inner wall of the coil as possible. Parts that do not readily lose their magnetism should be passed slowly in and out of the demagnetizer several times and, at the same time, tumbled or rotated in various directions. Allowing a part to remain in the demagnetizer with the current on accomplishes very little practical demagnetization. The effective operation in the demagnetizing procedure is that of slowly moving the part out of the coil and away from the magnetizing field strength. As the part is withdrawn, it should be kept directly opposite the opening until it is 1 or 2 feet from the demagnetizer. The demagnetizing current should not be cut off until the part is 1 or 2 feet from the opening as the part may be remagnetized if current is removed too soon. Another procedure used with portable units is to pass alternating current through the part being demagnetized, while gradually reducing the current to zero. Radiographic X and gamma radiations, because of their unique ability to penetrate material and disclose discontinuities, have been applied to the radiographic (x-ray) inspection of metal fabrications and nonmetallic products. The penetrating radiation is projected through the part to be inspected and produces an invisible or latent image in the film. When processed, the film becomes a radiograph or shadow picture of the object. This inspection medium and portable unit provides a fast and reliable means for checking the integrity of airframe structures and engines. [Figure 8-21]
|
| ©AvStop Online Magazine Contact Us Return To Books |