![]()
|
|
||
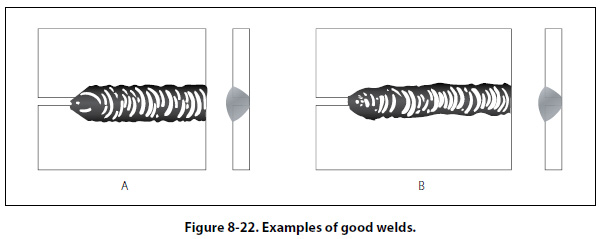
Inspection of Welds A discussion of welds in this chapter will be confined to judging the quality of completed welds by visual means. Although the appearance of the completed weld is not a positive indication of quality, it provides a good clue about the care used in making it. A properly designed joint weld is stronger than the base metal which it joins. The characteristics of a properly welded joint are discussed in the following paragraphs. A good weld is uniform in width; the ripples are even and well feathered into the base metal, which shows no burn due to overheating. [Figure 8-22] The weld has good penetration and is free of gas pockets, porosity, or inclusions. The edges of the bead illustrated in Figure 8-22 (B) are not in a straight line, yet the weld is good since penetration is excellent.
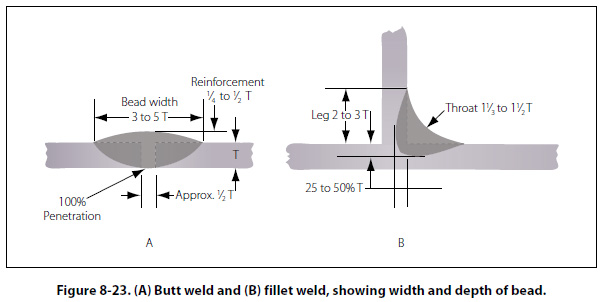
Penetration is the depth of fusion in a weld. Thorough fusion is the most important characteristic contributing to a sound weld. Penetration is affected by the thickness of the material to be joined, the size of the filler rod, and how it is added. In a butt weld, the penetration should be 100 percent of the thickness of the base metal. On a fillet weld, the penetration requirements are 25 to 50 percent of the thickness of the base metal. The width and depth of bead for a butt weld and fillet weld are shown in Figure 8-23.
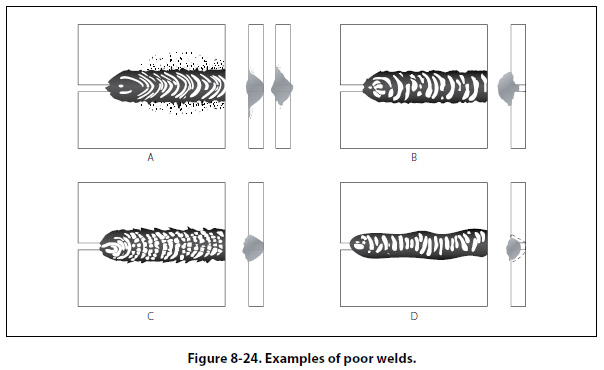
To assist further in determining the quality of a welded joint, several examples of incorrect welds are discussed in the following paragraphs. The weld shown in Figure 8-24 (A) was made too rapidly. The long and pointed appearance of the
ripples was caused by an excessive amount of heat or an oxidizing flame. If the weld were cross-sectioned, it would probably disclose gas pockets, porosity, and slag inclusions. Figure 8-24 (B) illustrates a weld that has improper penetration and cold laps caused by insufficient heat. It appears rough and irregular, and its edges are not feathered into the base metal. The puddle has a tendency to boil during the welding operation if an excessive amount of acetylene is used. This often leaves slight bumps along the center and craters at the finish of the weld. Cross-checks are apparent if the body of the weld is sound. If the weld were cross-sectioned, pockets and porosity would be visible. Such a condition is shown in Figure 8-24 (C). A bad weld with irregular edges and considerable variation in the depth of penetration is shown in D of Figure 8-24. It often has the appearance of a cold weld. |
| ©AvStop Online Magazine Contact Us Return To Books |