![]()
|
|
||
Care of Files There are several precautions that any good craftsman will take in caring for files.
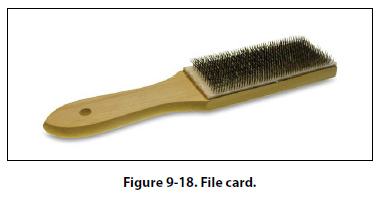
Particles of metal collect between the teeth of a file and may make deep scratches in the material being filed. When these particles of metal are lodged too firmly between the teeth and cannot be removed by tapping the edge of the file, remove them with a file card or wire brush. Draw the brush across the file so that the bristles pass down the gullet between the teeth. [Figure 9-18]
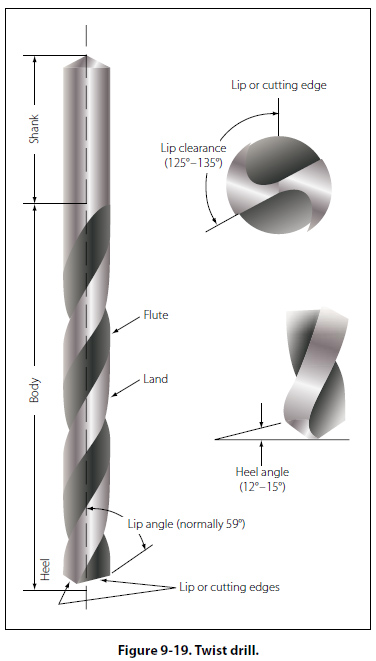
Drills There are generally four types of portable drills used in aviation for holding and turning twist drills. Holes 1/4 inch in diameter and under can be drilled using a hand drill. This drill is commonly called an “egg beater." The breast drill is designed to hold larger size twist drills than the hand drill. In addition, a breastplate is affixed at the upper end of the drill to permit the use of body weight to increase the cutting power of the drill. Electric and pneumatic power drills are available in various shapes and sizes to satisfy almost any requirement. Pneumatic drills are preferred for use around flammable materials, since sparks from an electric drill are a fire or explosion hazard. Twist Drills A twist drill is a pointed tool that is rotated to cut holes in material. It is made of a cylindrical hardened steel bar having spiral flutes (grooves) running the length of the body, and a conical point with cutting edges formed by the ends of the flutes. Twist drills are made of carbon steel or high-speed alloy steel. Carbon steel twist drills are satisfactory for the general run of work and are relatively inexpensive. The more expensive high-speed twist drills are used for the tough materials such as stainless steels. Twist drills have from one to four spiral flutes. Drills with two flutes are used for most drilling; those with three or four flutes are used principally to follow smaller drills or to enlarge holes. The principal parts of a twist drill are the shank, the body, and the heel.
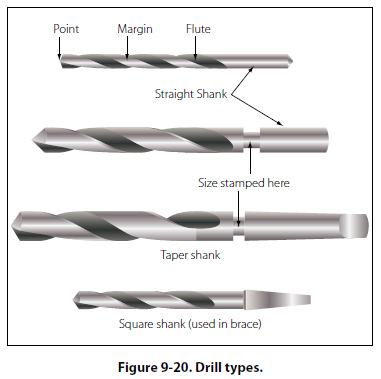
[Figure 9-19] The drill shank is the end that fits into the chuck of a hand or power drill. The two shank shapes most commonly used in hand drills are the straight shank and the square or bit stock shank. The straight shank generally is used in hand, breast, and portable electric or pneumatic drills; the square shank is made to fit into a carpenter’s brace. Tapered shanks generally are used in machine shop drill presses. [Figure 9-20]
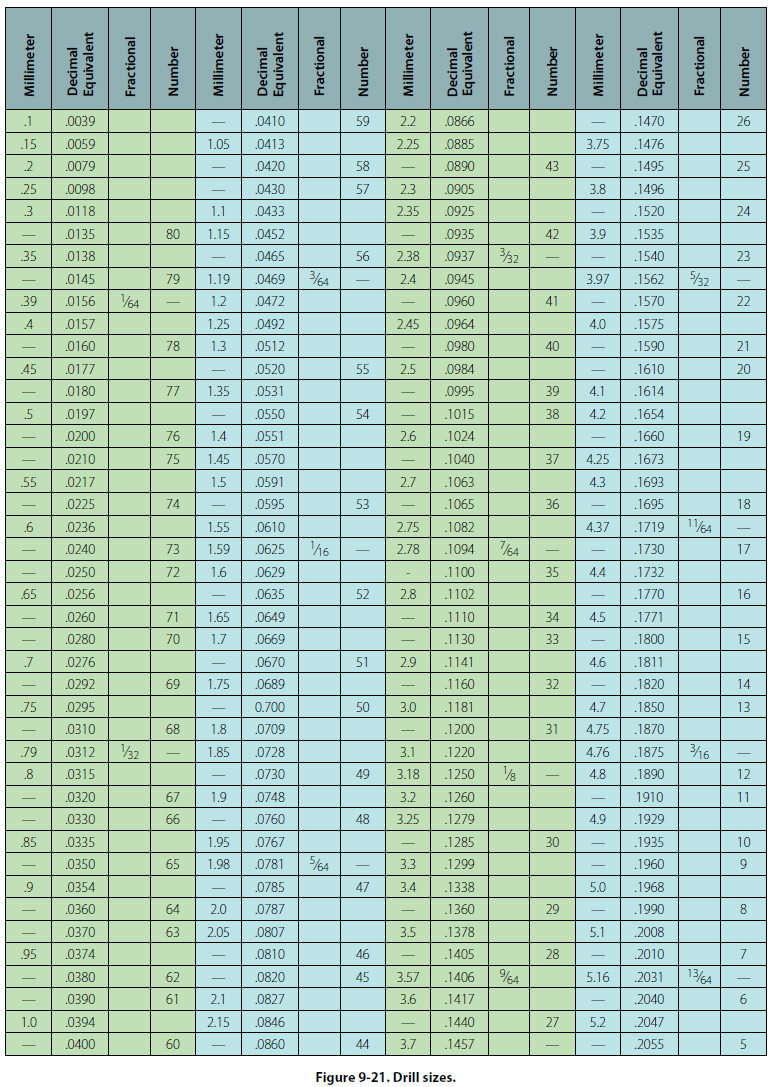
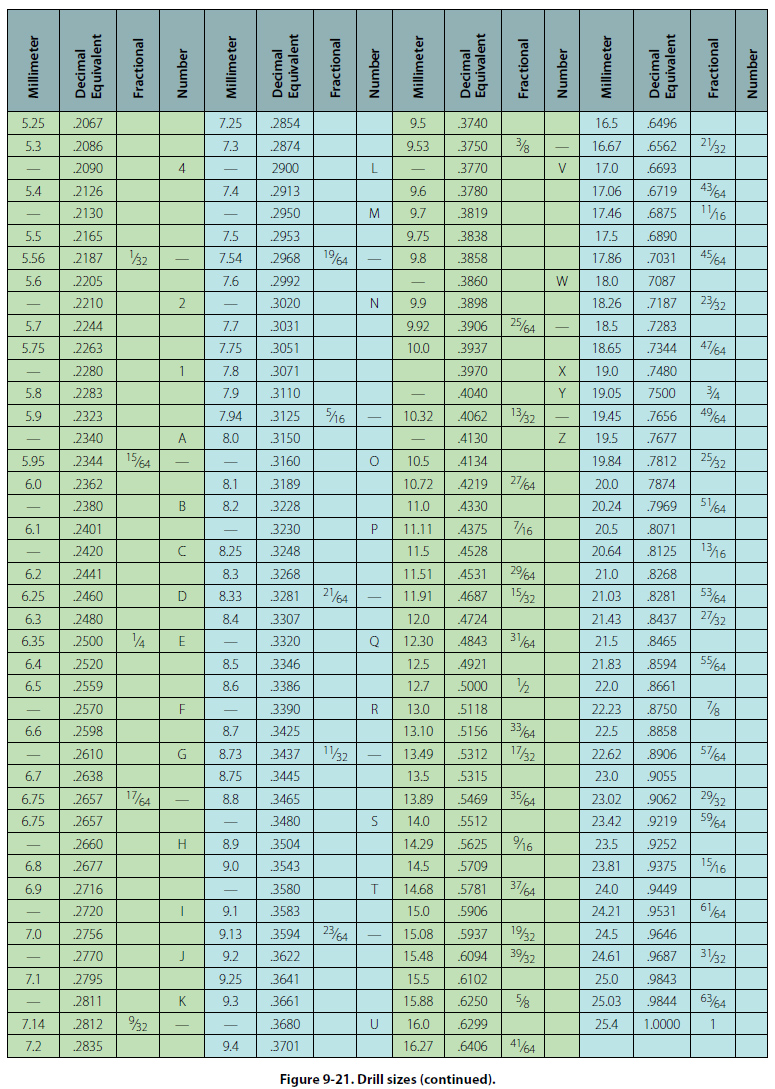
The metal column forming the core of the drill is the body. The body clearance area lies just back of the margin; it is slightly smaller in diameter than the margin, to reduce the friction between the drill and the sides of the hole. The angle at which the drill point is ground is the lip clearance angle. On standard drills used to cut steel and cast iron, the angle should be 59° from the axis of the drill. For faster drilling of soft materials, sharper angles are used. The diameter of a twist drill may be given in one of three ways: (1) by fractions, (2) letters, or (3) numbers. Fractionally, they are classified by sixteenths of an inch (from 1/16 to 3.5 inch), by thirty-seconds (from 1/32 to 2.5 inch), or by sixty-fourths (from 1/64 to 11/4 inch). For a more exact measurement, a letter system is used with decimal equivalents: A (0.234 inch) to Z (0.413 inch). The number system of classification is most accurate: No. 80 (0.0314 inch) to No. 1 (0.228 inch). Drill sizes and their decimal equivalents are shown in Figure 9-21.
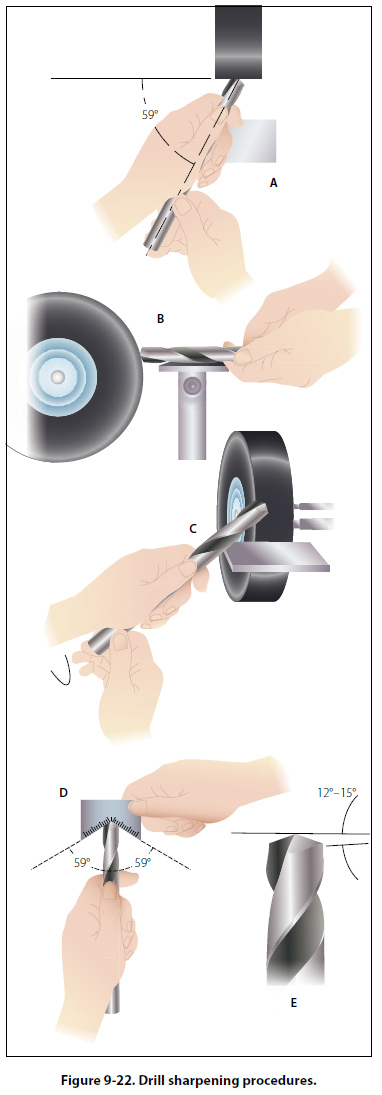
The twist drill should be sharpened at the first sign of dullness. For most drilling, a twist drill with a cutting angle of 118° (59° on either side of center) will be sufficient; however, when drilling soft metals, a cutting angle of 90° may be more efficient. Typical procedures for sharpening drills are as follows: [Figure 9-22]
Alternatively, there are commercially available twist drill grinders available, as well as attachments for bench grinders which will ensure consistent, even sharpening of twist drills. |
| ©AvStop Online Magazine Contact Us Return To Books |