![]()
|
|
||
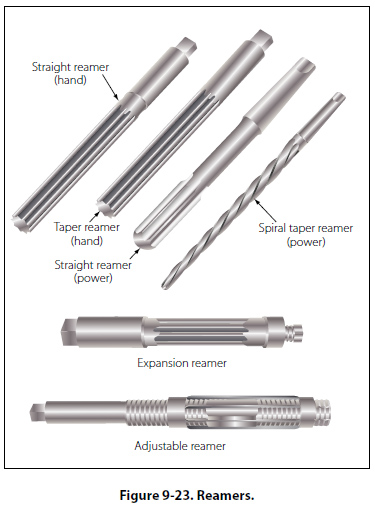
Reamers Reamers are used to smooth and enlarge holes to exact size. Hand reamers have square end shanks so that they can be turned with a tap wrench or similar handle. The various types of reamers are illustrated in Figure 9-23.
A hole that is to be reamed to exact size must be drilled about 0.003 to 0.007 inch undersize. A cut that removes more than 0.007 inch places too much load on the reamer and should not be attempted. Reamers are made of either carbon tool steel or highspeed steel. The cutting blades of a high-speed steel reamer lose their original keenness sooner than those of a carbon steel reamer; however, after the first super keenness is gone, they are still serviceable. The highspeed reamer usually lasts much longer than the carbon steel type. Reamer blades are hardened to the point of being brittle and must be handled carefully to avoid chipping them. When reaming a hole, rotate the reamer in the cutting direction only. Do not back a reamer out of a hole by rotating it opposite the cutting direction. Turn the reamer steadily and evenly to prevent chattering, or marking and scoring of the hole walls. Reamers are available in any standard size. The straight fluted reamer is less expensive than the spiral fluted reamer, but the spiral type has less tendency to chatter. Both types are tapered for a short distance back of the end to aid in starting. Bottoming reamers have no taper and are used to complete the reaming of blind holes. For general use, an expansion reamer is the most practical. This type is furnished in standard sizes from 1/4 inch to 1 inch, increasing in diameter by 1/32-inch increments. Taper reamers, both hand and machine operated, are used to smooth and true taper holes and recesses. |
| ©AvStop Online Magazine Contact Us Return To Books |