![]()
|
|
||
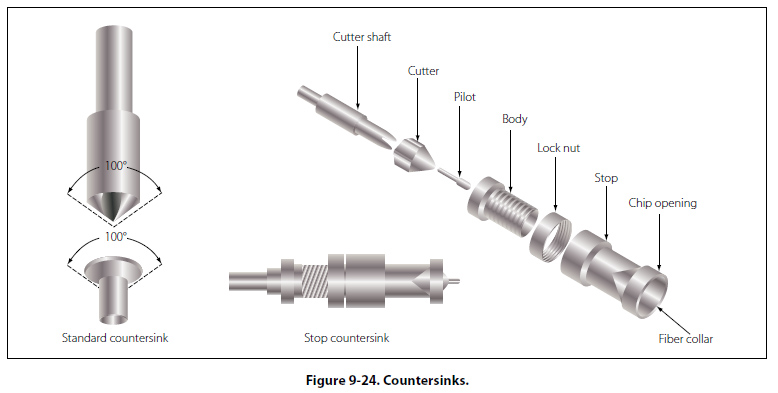
Countersink A countersink is a tool that cuts a cone shaped depression around the hole to allow a rivet or screw to set flush with the surface of the material. Countersinks are made with various angles to correspond to the various angles of the countersunk rivet and screwheads. The angle of the standard countersink shown in Figure 9-24 is 100°. Special stop countersinks are available. Stop countersinks are adjustable to any desired depth, and the cutters are interchangeable so that holes of various countersunk angles may be made. Some stop countersinks have a micrometer set arrangement (in increments of 0.001 inch) for adjusting the cutting depths. [Figure 9-24]
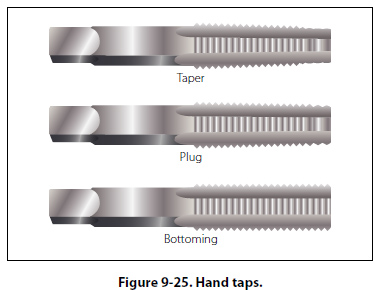
When using a countersink, care must be taken not to remove an excessive amount of material, since this reduces the strength of flush joints. Taps and Dies A tap is used to cut threads on the inside of a hole, while a die is for cutting external threads on round stock. They are made of hard tempered steel and ground to an exact size. There are four types of threads that can be cut with standard taps and dies. They are: National Coarse, National Fine, National Extra Fine, and National Pipe. Hand taps are usually provided in sets of three taps for each diameter and thread series. Each set contains a taper tap, a plug tap, and a bottoming tap. The taps in a set are identical in diameter and cross section; the only difference is the amount of taper. [Figure 9-25]
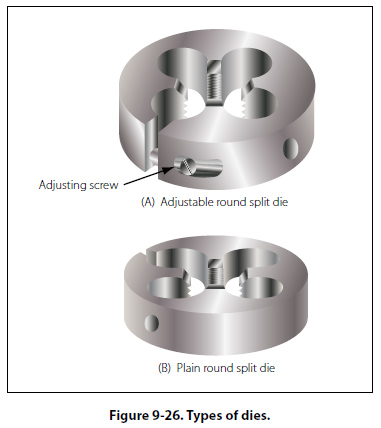
The taper tap is used to begin the tapping process, because it is tapered back for 6 to 7 threads. This tap cuts a complete thread when it is cutting above the taper. It is the only tap needed when tapping holes that extend through thin sections. The plug tap supplements the taper tap for tapping holes in thick stock. The bottoming tap is not tapered. It is used to cut full threads to the bottom of a blind hole. Dies may be classified as adjustable round split die and plain round split die. The adjustable split die has an adjusting screw that can be tightened so that the die is spread slightly. By adjusting the die, the diameter and fit of the thread can be controlled. [Figure 9-26]
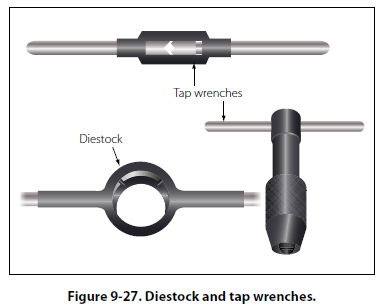
Solid dies are not adjustable; therefore, a variety of thread fits cannot be obtained with this type. There are many types of wrenches for turning taps, as well as turning dies. The T-handle, the adjustable tap wrench, and the diestock for round split dies shown in Figure 9-27 are a few of the more common types.
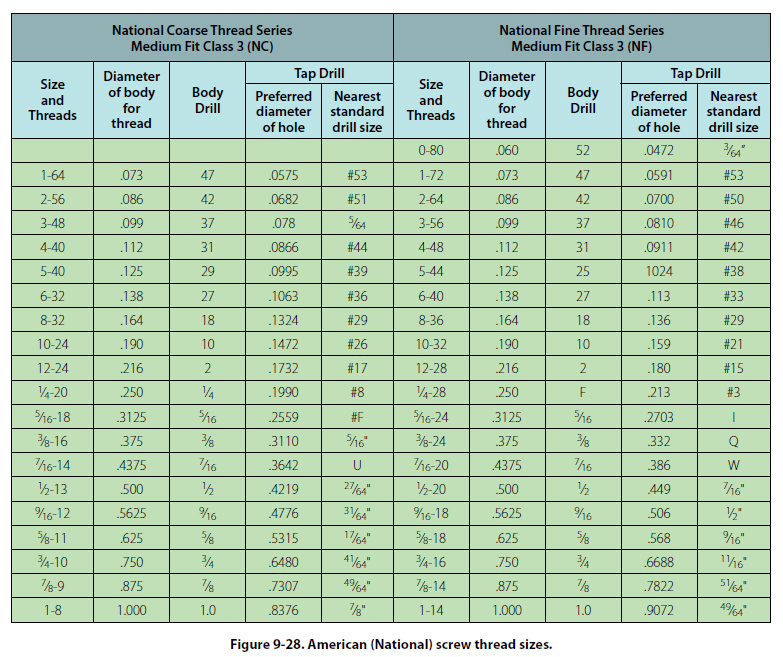
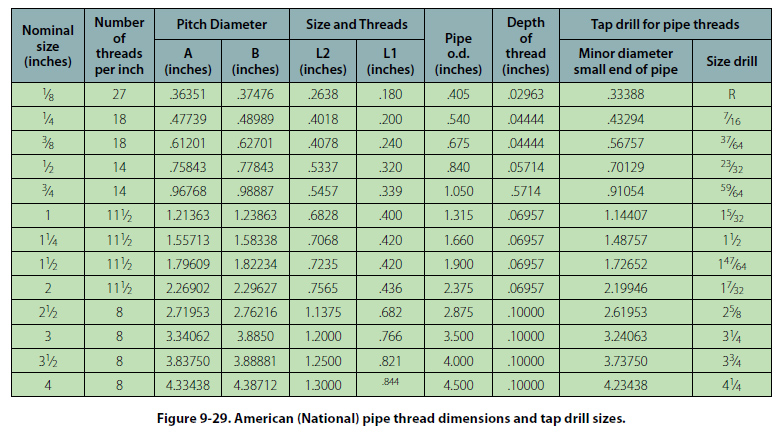
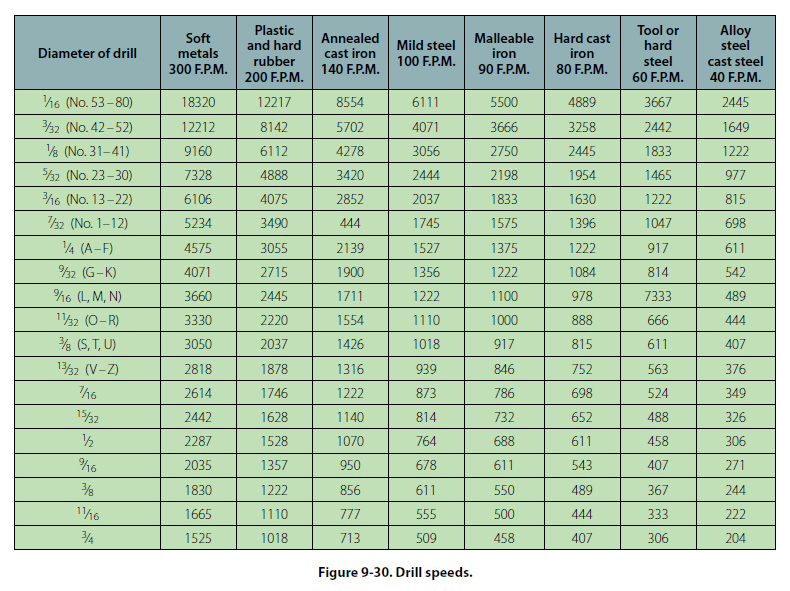
Information on thread sizes, fits, types, and so forth, is shown in Figures 9-28, 9-29, and 9-30.
|
| ©AvStop Online Magazine Contact Us Return To Books |