![]()
|
|
||
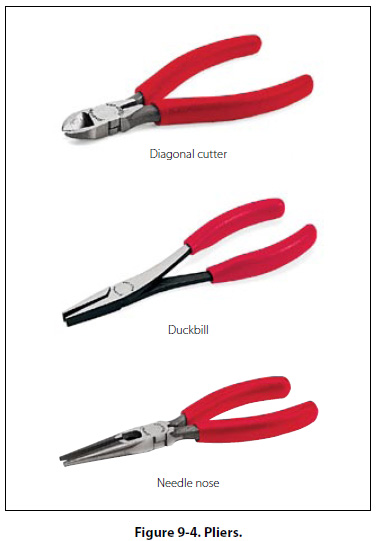
Pliers and Plier-Type Cutting Tools As shown in Figure 9-4, the pliers used most frequently in aircraft repair work are the diagonal, needlenose, and duckbill. The size of pliers indicates their overall length, usually ranging from 5 to 12 inches.
Roundnose pliers are used to crimp metal. They are not made for heavy work because too much pressure will spring the jaws, which are often wrapped to prevent scarring the metal. Needlenose pliers have half round jaws of varying lengths. They are used to hold objects and make adjustments in tight places. Duckbill pliers resemble a “duck’s bill" in that the jaws are thin, flat, and shaped like a duck’s bill. They are used exclusively for twisting safety wire. Diagonal pliers are usually referred to as diagonals or “dikes." The diagonal is a short-jawed cutter with a blade set at a slight angle on each jaw. This tool can be used to cut wire, rivets, small screws, and cotter pins, besides being practically indispensable in removing or installing safety wire. The duckbill pliers and the diagonal cutting pliers are used extensively in aviation for the job of safety wiring. Two important rules for using pliers are:
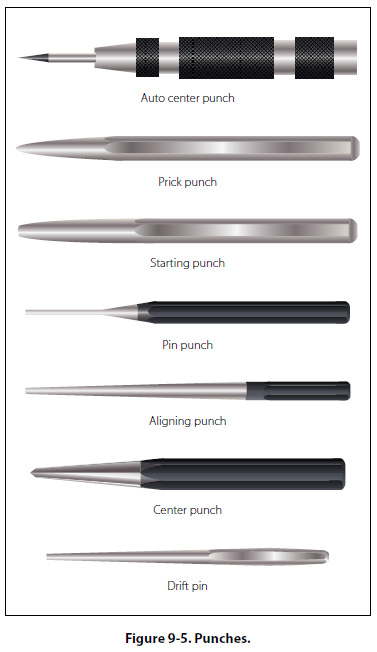
Punches Punches are used to locate centers for drawing circles, to start holes for drilling, to punch holes in sheet metal, to transfer location of holes in patterns, and to remove damaged rivets, pins or bolts. Solid or hollow punches are the two types generally used. Solid punches are classified according to the shape of their points. Figure 9-5 shows several types of punches.
Prick punches are used to place reference marks on metal. This punch is often used to transfer dimensions from a paper pattern directly on the metal. To do this, first place the paper pattern directly on the metal. Then go over the outline of the pattern with the prick punch, tapping it lightly with a small hammer and making slight indentations on the metal at the major points on the drawing. These indentations can then be used as reference marks for cutting the metal. A prick punch should never be struck a heavy blow with a hammer because it may bend the punch or cause excessive damage to the material being worked. Large indentations in metal, which are necessary to start a twist drill, are made with a center punch. It should never be struck with enough force to dimple the material around the indentation or to cause the metal to protrude through the other side of the sheet. A center punch has a heavier body than a prick punch and is ground to a point with an angle of about 60°. The drive punch, which is often called a tapered punch, is used for driving out damaged rivets, pins, and bolts that sometimes bind in holes. The drive punch is therefore made with a flat face instead of a point. The size of the punch is determined by the width of the face, which is usually 1/8 inch to 1/4 inch. Pin punches, often called drift punches, are similar to drive punches and are used for the same purposes. The difference between the two is that the sides of a drive punch taper all the way to the face while the pin punch has a straight shank. Pin punches are sized by the diameter of the face, in thirty-seconds of an inch, and range from 1/16 to 3/8 inch in diameter. In general practice, a pin or bolt which is to be driven out is usually started and driven with a drive punch until the sides of the punch touch the side of the hole. A pin punch is then used to drive the pin or bolt the rest of the way out of the hole. Stubborn pins may be started by placing a thin piece of scrap copper, brass, or aluminum directly against the pin and then striking it with a hammer until the pin begins to move. Never use a prick punch or center punch to remove objects from holes because the point of the punch will spread the object and cause it to bind even more. The transfer punch is usually about 4 inches long. It has a point that tapers, and then turns straight for a short distance in order to fit a drill locating hole in a template. The tip has a point similar to that of a prick punch. As its name implies, the transfer punch is used to transfer the location of holes through the template or pattern to the material. |
| ©AvStop Online Magazine Contact Us Return To Books |