![]()
|
|
||
Impact Drivers In certain applications, the use of an impact driver may be required. Struck with a mallet, the impact driver uses cam action to impart a high amount of torque in a sharp impact to break loose a stubborn fastener. The drive portion of the impact driver can accept a number of different drive bits and sockets. The use of special bits and sockets specifically manufactured for use with an impact driver is required. [Figure 9-12]
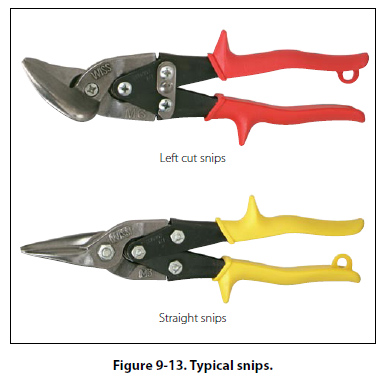
Metal Cutting Tools Hand Snips There are several kinds of hand snips, each of which serves a different purpose. Straight, curved, hawksbill, and aviation snips are in common use. Straight snips are used for cutting straight lines when the distance is not great enough to use a squaring shear and for cutting the outside of a curve. The other types are used for cutting the inside of curves or radii. Snips should never be used to cut heavy sheet metal. [Figure 9-13]
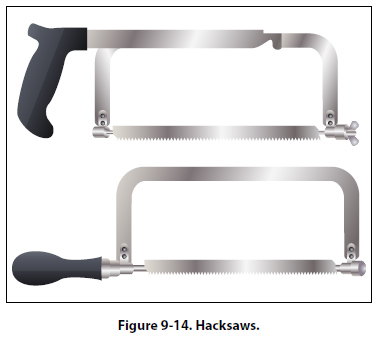
Aviation snips are designed especially for cutting heattreated aluminum alloy and stainless steel. They are also adaptable for enlarging small holes. The blades have small teeth on the cutting edges and are shaped for cutting very small circles and irregular outlines. The handles are the compound leverage type, making it possible to cut material as thick as 0.051 inch. Aviation snips are available in two types, those which cut from right to left and those which cut from left to right. Unlike the hacksaw, snips do not remove any material when the cut is made, but minute fractures often occur along the cut. Therefore, cuts should be made about 1/32 inch from the layout line and finished by hand filing down to the line. Hacksaws The common hacksaw has a blade, a frame, and a handle. The handle can be obtained in two styles: pistol grip and straight. [Figure 9-14]
Hacksaw blades have holes in both ends; they are mounted on pins attached to the frame. When installing a blade in a hacksaw frame, mount the blade with the teeth pointing forward, away from the handle. Blades are made of high-grade tool steel or tungsten steel and are available in sizes from 6 to 16 inches in length. The 10-inch blade is most commonly used. There are two types, the all-hard blade and the flexible blade. In flexible blades, only the teeth are hardened. Selection of the best blade for the job involves finding the right type and pitch. An all-hard blade is best for sawing brass, tool steel, cast iron, and heavy cross-section materials. A flexible blade is usually best for sawing hollow shapes and metals having a thin cross section. The pitch of a blade indicates the number of teeth per inch. Pitches of 14, 18, 24, and 32 teeth per inch are available. A blade with 14 teeth per inch is preferred when cutting machine steel, cold rolled steel, or structural steel. A blade with 18 teeth per inch is preferred for solid stock aluminum, bearing metal, tool steel, and cast iron. Use a blade with 24 teeth per inch when cutting thick-walled tubing, pipe, brass, copper, channel, and angle iron. Use the 32 teeth per inch blade for cutting thin-walled tubing and sheet metal. When using a hacksaw, observe the following procedures:
|
| ©AvStop Online Magazine Contact Us Return To Books |