Penetrant inspection is a nondestructive test for defects open to the surface in parts made of any nonporous material. It is used with equal success on such metals as aluminum, magnesium, brass, copper, cast iron, stainless steel, and titanium. It may also be used on ceramics, plastics, molded rubber, and glass.
Penetrant inspection will detect such defects as surface cracks or porosity. These defects may be caused by fatigue cracks, shrinkage cracks, shrinkage porosity, cold shuts, grinding and heat treat cracks, seams, forging laps, and bursts. Penetrant inspection will also indicate a lack of bond between joined metals.
The main disadvantage of penetrant inspection is that the defect must be open to the surface in order to let the penetrant get into the defect. For this reason, if the part in question is made of material which is magnetic, the use of magnetic particle inspection is generally recommended.
Penetrant inspection depends for its success upon a penetrating liquid entering the surface opening and remaining in that opening, making it clearly visible to the operator. It calls for visual examination of the part after it has been processed, but the visibility of the defect is increased so that it can be detected. Visibility of the penetrating material is increased by the addition of dye which may be either one or two types - visible or fluorescent.
The visible penetrant kit consists of dye penetrant, dye remover emulsifier and developer. The fluorescent penetrant inspection kit contains a black light assembly as well as spray cans of penetrant, cleaner, and developer. The light assembly consists of a power transformer, a flexible power cable, and a hand held lamp. Due to its size, the lamp may be used in almost any position or location.
Briefly, the steps to be taken when performing a penetrant inspection are:
1. Thorough cleaning of the metal surface.
2. Applying penetrant.
3. Removing penetrant with remover emulsifier or cleaner.
4. Drying the part.
5. Applying the developer.
6. Inspecting and interpreting results.
Interpretation of Results
The success and reliability of a penetrant inspection depends upon the thoroughness with which the part was prepared. Several basic principles applying to penetrant inspection are:
1. The penetrant must enter the defect in order to form an indication. It is important to allow sufficient time so the penetrant can fill the defect. The defect must be clean and free of contaminating materials so that the penetrant is free to enter.
2. If all penetrant is washed out of a defect, an indication cannot be formed. During the washing or rinsing operation, prior to development, it is possible that the penetrant will be removed from within the defect, as well as from the surface.
3. Clean cracks are usually easy to detect. Surface openings that are uncontaminated, regardless of how fine, are seldom difficult to detect with the penetrant inspection.
4. The smaller the defect, the longer the penetrating time. Fine crack-like apertures require a longer penetrating time than defects such as pores.
5. When the part to be inspected is made of a material susceptible to magnetism, it should be inspected by a magnetic particle inspection method, if the equipment is available.
6. Visible penetrant-type developer, when applied to the surface of a part, will dry to a smooth, even, white coating. As this developer dries, bright red indications will appear where there are surface defects. If no red indications appear, there are no surface defects.
7. When conducting the fluorescent penetrant-type inspection, the defects will show up (under black light) as a brilliant yellow-green color and the sound areas will appear deep blue-violet.
8. It is possible to examine an indication of a defect and to determine its cause as well as its extent. Such an appraisal can be made if something is known about the manufacturing processes to which the part has been subjected.
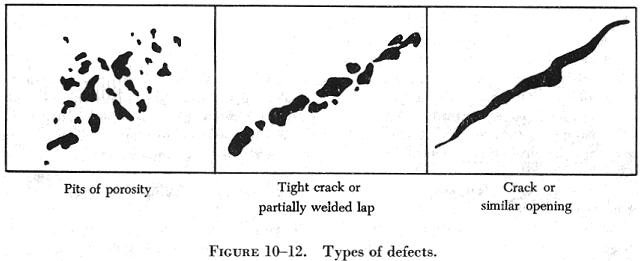
The size of the indication, or accumulation of penetrant, will show the extent of the defect, and the brilliance will be a measure of its depth. Deep cracks will hold more penetrant and, therefore, will be broader and more brilliant. Very fine openings can hold only small amounts of penetrants and, therefore, will appear as fine lines. Figure 10-12 shows some of the types of defects that can be located using dry penetrant.
With the penetrant inspection there are no false indications in the sense that such things occur in the magnetic particle inspection. There are, however, two conditions which may create accumulations of penetrant that are sometimes confused with true surface cracks and discontinuities.
The first condition involves indications caused by poor washing. If all the surface penetrant is not removed in the washing or rinsing operation following the penetrant dwell time, the unremoved penetrant will be visible. Evidences of incomplete washing are usually easy to identify since the penetrant is in broad areas rather than in the sharp patterns found with true indications. When accumulations of unwashed penetrant are found on a part, the part should be completely reprocessed. Degreasing is recommended for removal of all traces of the penetrant.
False indications may also be created where parts press fit to each other. If a wheel is press fit onto a shaft, penetrant will show an indication at the fit line. This is perfectly normal since the two parts are not meant to be welded together. Indications of this type are easy to identify since they are so regular in form and shape.