Acres fastener sleeves are thin wall, tubular, elements with a flared end. The sleeves are installed in holes to accept standard bolts and rivet type fasteners. The existing fastener holes are drilled 1/64 inch oversize for installation of the sleeves. The sleeves are manufactured in one inch increments. Along their length grooves provide a place to break or cut off excess length to match fastener grip range. The grooves also provide a place to hold adhesive or sealing agents when bonding sleeve into the hole.
Advantages and Limitations
The sleeves are used in holes which must be drilled 1/64 inch oversize to clean up corrosion or other damage. The oversize hole with the sleeve installed allows the use of the original diameter fastener in the repaired hole. The sleeves can be used in areas of high galvanic corrosion where the corrosion must be confined to a readily replaceable part. Oversizing of holes reduces the net cross sectional area of a part and should not be done unless absolutely required.
The manufacturer of the aircraft, aircraft engine or aircraft component should be consulted prior to repair of damaged holes with acres sleeves.
Identification
The sleeve is identified by a standard code number (figure 6-16) which represents the type and style of sleeve, a material code, the fastener shank diameter, surface finish code letter and grip tang for the sleeve. The type and material of the sleeve is represented by the basic code number. The first dash number represents the diameter of the sleeve for the fastener installed and the second dash represents the grip length of the sleeve. The required length of the sleeve is determined on installation and the excess is broken off of the sleeve. A JK5512A-05N-10 is a 100° low profile head sleeve of aluminum alloy. The diameter is for a 5/32 inch fastener with no surface finish and is 5/8 inch in length.
Hole Preparation
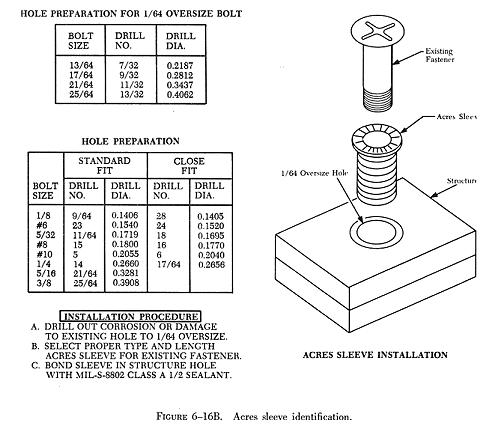
See figure 6-16 for drill number for standard or close fit holes. Inspect hole after drilling to assure all corrosion is removed before installing the sleeve. The hole must also be the correct shape and free from burrs. The countersink must be enlarged to receive the flare of the sleeve so the sleeve is flush with the surrounding surface.
Installation
After the correct type and diameter sleeve have been selected, use the 6501 sleeve breakoff tool for final installation length. See figure 6-16B for the sleeve breakoff procedure. The sleeve may be installed with or without being bonded in the hole. When bonding the sleeve in a hole, use MIL-S-8802A1/2 sealant. Reinstall original size fastener and torque as required.
Sleeves not bonded in the hole may be removed by either driving them out with a drift pin of the same diameter as the outside diameter of the sleeve or they may be deformed and removed with a pointed tool. Bonded sleeves may be removed by this method, but care should be used not to damage the structure hole. If this method cannot be used, drill the sleeves out with a drill 0.004 to 0.008 smaller than the installation drill size. The remaining portion of the sleeve after drilling can be removed using a pointed tool and applying an adhesive solvent to the sealant.