CHAPTER 2. CORROSION THEORY
|
200. INTRODUCTION.
This chapter briefly describes corrosion theory, the causes of corrosion,
and the factors which influence its development. The various forms of corrosion
and common corrosive agents are also described.
201. BACKGROUND.
a. Corrosion is a natural phenomenon which attacks metal by chemical
or electrochemical action and converts it into a metallic compound, such
as an oxide, hydroxide, or sulfate. Corrosion is to be distinguished from
erosion, which is primarily destruction by mechanical action. The corrosion
occurs because of the tendency for metals to return to their natural state.
Noble metals, such as gold and platinum, do not corrode since they are
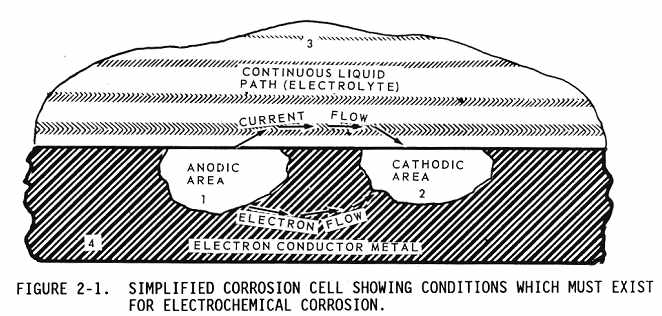
chemically uncombined in their natural state. Four conditions must exist
before corrosion can occur (see Figure 2-1):
|
|
(1) Presence of a metal that will corrode (anode);
(2) Presence of a dissimilar conductive material (cathode) which has
less tendency to corrode;
(3) Presence of a conductive liquid (electrolyte); and
(4) Electrical contact between the anode and cathode (usually metal
to metal contact, or a fastener.
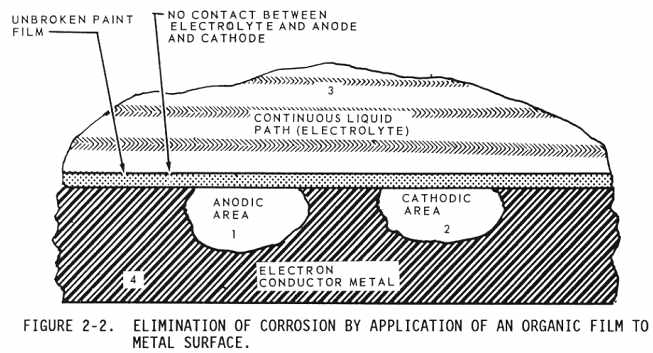
b. Elimination of any one of these conditions will stop corrosion. An
example would be a paint film on the metal surface (see Figure 2-2).
Some metals (such as stainless steel and titanium), under the right conditions,
produce corrosion products that are so tightly bound to the corroding metal
that they form an invisible oxide film (called a passive film), which prevents
further corrosion. When the film of corrosion products is loose and porous
(such as those of aluminum and magnesium), an electrolyte can easily penetrate
and continue the corrosion process, producing more extensive damage than
surface appearance would show.
202. DEVELOPMENT OF CORROSION.
a. All corrosive attack begins on the surface of the metal. The corrosion
process involves two chemical changes. The metal that is attacked or oxidized
undergoes an anodic change, with the corrosive agent being reduced and
undergoing a cathodic change. The tendency of most metals to corrode creates
one of the major problems in the maintenance of the aircraft, particularly
in areas where adverse environmental or weather conditions exist.
b. Paint coatings can mask the initial stages of corrosion. Since corrosion
products occupy more volume than the original metal, paint surfaces should
be inspected often for irregularities such as blisters, flakes, chips,
and lumps.
203. FACTORS INFLUENCING CORROSION.
a. Some factors which influence metal corrosion and the rate of corrosion
are the:
(1) Type of metal;
(2) Heat treatment and grain direction;
(3) Presence of a dissimilar, less corrodible metal (galvanic corrosion);
(4) Anode and cathode surface areas (in galvanic corrosion);
(5) Temperature;
(6) Presence of electrolytes (hard water, salt water, battery fluids,
etc.);
(7) Availability of oxygen;
(8) Presence of different concentrations of the same electrolyte;
(9) Presence of biological organisms;
(10) Mechanical stress on the corroding metal; and
(11) Time of exposure to a corrosive environment.
b. Most pure metals are not suitable for aircraft construction and are
used only in combination with other metals to form alloys. Most alloys
are made up entirely of small crystalline regions, called grains. Corrosion
can occur on surfaces of those regions which are less resistant and also
at boundaries between regions, resulting in the formation of pits and intergranular
corrosion. Metals have a wide range of corrosion resistance. The most active
metals (those which tend to lose electrons easily), such as magnesium and
aluminum, corrode easily. The most noble metals (those which do not lose
electrons easily), such as gold and silver, do not corrode easily.
c. Corrosion is accelerated by higher temperature environments which
accelerate chemical reactions and allow greater moisture content at saturation
in air.
d. Electrolytes (electrically conducting solutions) form on surfaces
when condensation, salt spray, rain, or rinse water accumulate. Dirt, salt,
acidic gases, and engine exhaust gases can dissolve on wet surfaces, increasing
the electrical conductivity of the electrolyte, thereby increasing the
rate of corrosion.
e. When some of the electrolyte on a metal surface is partially confined
(such as between faying surfaces or in a deep crevice), metal in this confined
area corrodes more rapidly than other metal surfaces of the same part outside
this area. This type of corrosion is called an oxygen concentration cell.
Corrosion occurs more rapidly than would be expected, because the reduced
oxygen content of the confined electrolyte causes the adjacent metal to
become anodic to other metal surfaces on the same part immersed in electrolyte
exposed to the air.
f. Slimes, molds, fungi, and other living organisms (some microscopic)
can grow on damp surfaces. Once they are established, the area tends to
remain damp, increasing the possibility of corrosion.
g. Manufacturing processes such as machining, forming, welding, or heat
treatment can leave stresses in aircraft parts. This residual stress can
cause cracking in a corrosive environment when the threshold for stress
corrosion is exceeded.
h. Corrosion, in some cases, progresses at the same rate no matter how
long the metal has been exposed to the environment. In other cases, corrosion
can decrease with time, due to the barrier formed by corrosion products,
or increase with time if a barrier to corrosion is being broken down.
204. FORMS OF CORROSION.
There are many different types of corrosive attack and these will vary
with the metal concerned, corrosive media location, and time exposure.
For descriptive purposes, the types are discussed under what is considered
the most commonly accepted titles.
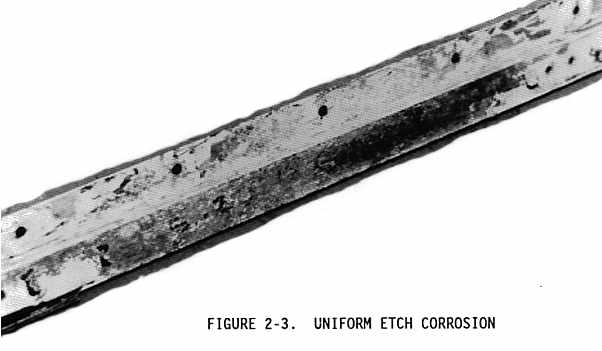
a. Uniform Etch Corrosion.
Uniform etch corrosion results from a direct chemical attack on a metal
surface and involves only the metal surface (see Figure 2-3).
On a polished surface, this type of corrosion is first seen as a general
dulling of the surface, and if the attack is allowed to continue, the surface
becomes rough and possibly frosted in appearance. The discoloration or
general dulling of metal created by exposure to elevated temperatures is
not to be considered as uniform etch corrosion.
b. Pitting Corrosion.
The most common effect of corrosion on aluminum and magnesium alloys
is called pitting (see Figure 2-4). It is first noticeable
as a white or gray powdery deposit, similar to dust, which blotches the
surface. When the deposit is cleaned away, tiny pits or holes can be seen
in the surface. Pitting corrosion may also occur in other types of metal
alloys. The combination of small active anodes to large passive cathodes
causes severe pitting. The principle also applies to metals which have
been passivated by chemical treatments, as well as for metals which develop
passivation due to environmental condition.
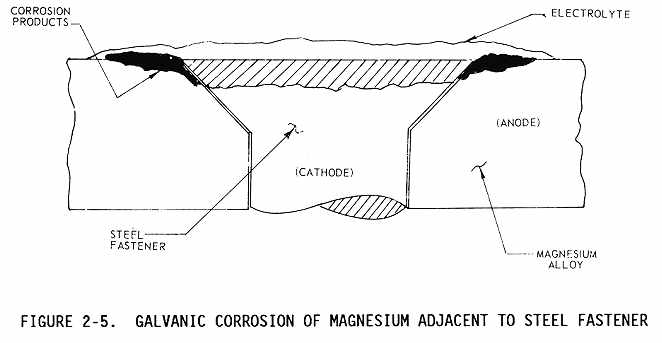
c. Galvanic Corrosion.
Galvanic corrosion occurs when two dissimilar metals make electrical
contact in the presence of an electrolyte (see Figure 2-5).
The rate which corrosion occurs depends on the difference in the activities.
The greater the difference in activity, the faster corrosion occurs. For
example, magnesium would corrode very quickly when coupled with gold in
a humid atmosphere, but aluminum would corrode very slowly in contact with
cadmium. The rate of galvanic corrosion also depends on the size of the
parts in contact. If the surface area of the corroding metal (the anode)
is smaller than the surface area of the less active metal (the cathode),
corrosion will be rapid and severe. When the corroding metal is larger
than the less active metal, corrosion will be slow and superficial. For
example, an aluminum fastener in contact with a relatively inert Monel
structure may corrode severely, while a Monel bracket secured to a large
aluminum member would result in a relatively superficial attack on the
aluminum sheet.
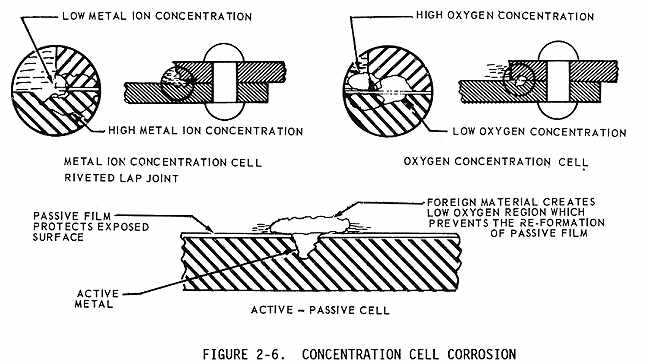
d. Concentration Cell Corrosion.
Concentration cell corrosion is corrosion of metals in a metal to metal
joint, corrosion at the edge of a joint even though joined metals are identical,
or corrosion of a spot on the metal surface covered by a foreign material
(see Figure 2-6). Another term for this type of corrosion
is crevice corrosion. Metal ion concentration cells, oxygen concentration
cells, and active passive cells are the three general types of concentration
cell corrosion.
(1) Metal ion concentration cells.
The solution may consist of water and ions of the metal which is in
contact with water. A high concentration of the metal ions will normally
exist under faying surfaces where the solution is stagnant, and a low concentration
of metal ions will exist adjacent to the crevice which is created by the
faying surface. An electrical potential will exist between the two points;
the area of the metal in contact with the low concentration of metal ions
will be anodic and corrode, and the area in contact with the high metal
ions concentration will be cathodic and not show signs of corrosion. Figure
2-6 illustrates metal ion concentration cell corrosion.
(2) Oxygen concentration cells.
The solution in contact with the metal surface will normally contain
dissolved oxygen. An oxygen cell can develop at any point where the oxygen
in the air is not allowed to diffuse into the solution, thereby creating
a difference in oxygen concentration between two points. Typical locations
of oxygen concentration cells are under either metallic or nonmetallic
deposits on the metal surface and under faying surfaces such as riveted
lap joints. Oxygen cells can also develop under gaskets, wood, rubber,
and other materials in contact with the metal surface. Corrosion will occur
at the area of low oxygen concentration (anode) as illustrated in Figure
2-6. Alloys, such as stainless steel, which owe their
corrosion resistance to surface passivity, are particularly susceptible
to this type of crevice corrosion.
(3) Active passive cells.
Metals which depend on a tightly adhering passive film, usually an oxide
for corrosion protection, such as corrosion resistant steel, are prone
to rapid corrosive attack by active passive cells. The corrosive action
usually starts as an oxygen concentration cell. As an example, salt deposits
on the metal surface in the presence of water containing oxygen can create
the oxygen cell. The passive film will be broken beneath the dirt particle.
Once the passive film is broken, the active metal beneath the film will
be exposed to corrosive attack. An electrical potential will develop between
the large area of the cathode (passive film) and the small area of the
anode (active metal). Rapid pitting of the active metal will result as
shown in Figure 2-6.
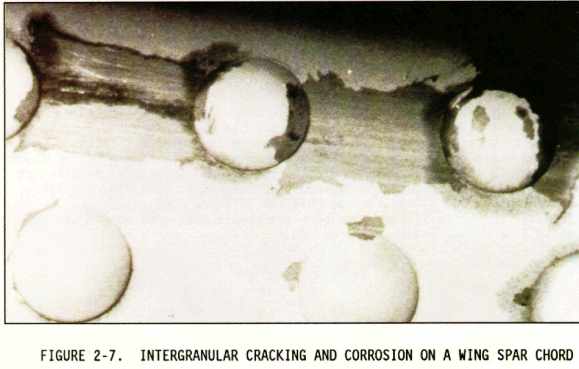
e. Intergranular Corrosion.
Intergranular corrosion is an attack along the grain boundaries of a
material. Each grain has a clearly defined boundary which, from a chemical
point of view, differs from the metal within the grain center. The grain
boundary and grain center can react with each other as anode and cathode
when in contact with an electrolyte. Rapid selective corrosion at the grain
boundary can occur with subsequent delamination (see Figure 2-7).
High strength aluminum alloys such as 2014 and 7075 are more susceptible
to intergranular corrosion if they have been improperly heat treated and
are then exposed to a corrosive environment.
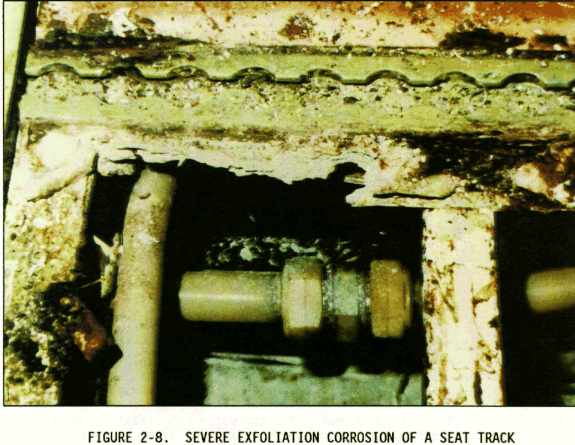
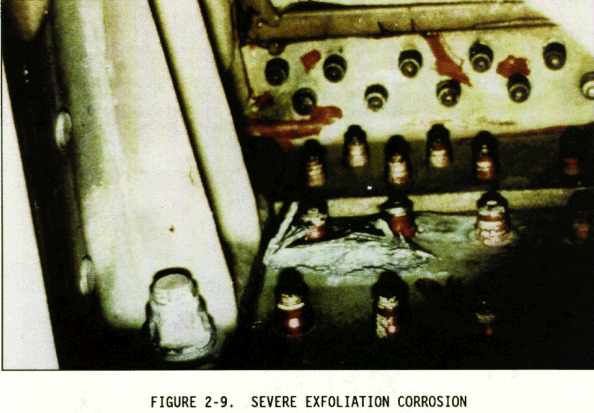
f. Exfoliation Corrosion.
Exfoliation corrosion is an advanced form of intergranular corrosion
where the surface grains of a metal are lifted up by the force of expanding
corrosion products occurring at the grain boundaries just below the surface.
The lifting up or swelling is visible evidence of exfoliation corrosion
(see Figures 2-8 and 2-9).
Exfoliation is most prone to occur in wrought products such as extrusions,
thick sheet, thin plate and certain die forged shapes which have a thin,
highly elongated platelet type grain structure. This is in contrast with
other wrought products and cast products that tend to have an equiaxed
grain structure.
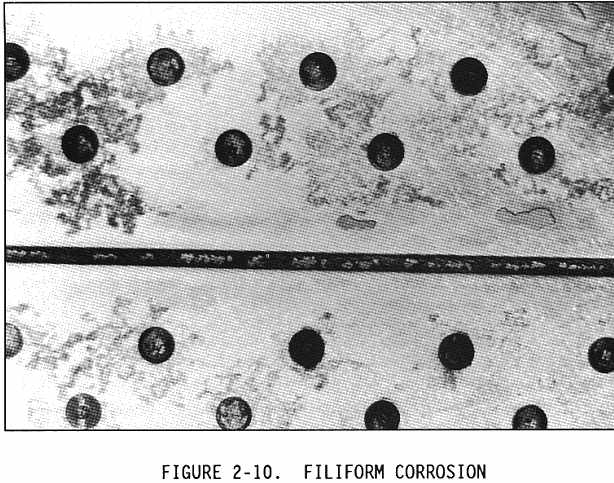
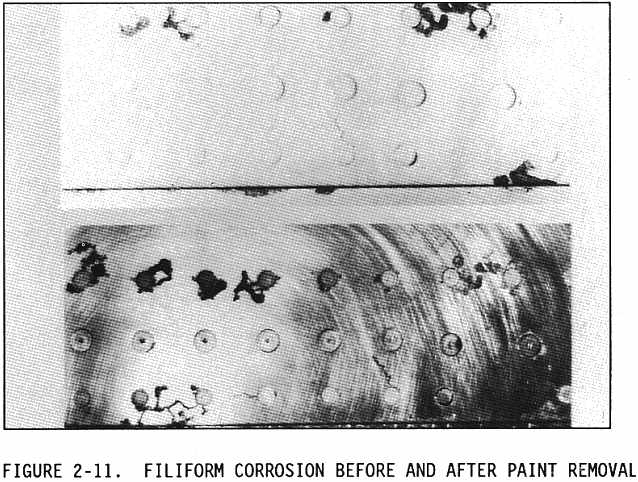
g. Filiform Corrosion.
Filiform corrosion is a special form of oxygen concentration cell corrosion
or crevice corrosion which occurs on metal surfaces having an organic coating
system. It is recognized by its characteristic wormlike trace of corrosion
products beneath the paint film (see Figures 2-10
and 2-11). Filiform occurs when the relative humidity
of the air is between 78 and 90 percent and the surface is slightly acidic.
Corrosion starts at breaks in the coating system and proceeds underneath
the coating due to the diffusion of water vapor and oxygen from the air
through the coating. Filiform corrosion can attack steel and aluminum surfaces.
The traces never cross on steel, but they will cross under one another
on aluminum which makes the damage deeper and more severe for aluminum.
If filiform corrosion is not removed and the area treated and a protective
finish applied, the corrosion can lead to intergranular corrosion, especially
around fasteners and at seams. Filiform corrosion can be removed using
glass bead blasting material with portable abrasive blasting equipment
and/or mechanical means such as buffing or sanding. Filiform corrosion
can be prevented by storing aircraft in an environment with a relative
humidity below 70 percent, using coating systems having a low rate of diffusion
for oxygen and water vapors, and by washing aircraft to remove acidic contaminants
from the surface, such as those created by pollutants in the air.
205. CORROSION AND MECHANICAL FACTORS.
Corrosive attack is often aggravated by mechanical factors that are
either within the part (residual) or applied to the part (cyclic service
loads). Erosion by sand and/or rain and mechanical wear will remove surface
protective films and contribute to corrosive attack of underlying metal
surfaces. Corrosive attack that is aided by some mechanical factor usually
causes the part to degenerate at an accelerated rate compared to the rate
at which the same part would deteriorate if it were subjected solely to
corrosive attack. Environmental conditions and the composition of the alloy
also influence the extent of attack. Examples of this kind of alliance
are stress corrosion cracking, corrosion fatigue, and fretting corrosion.
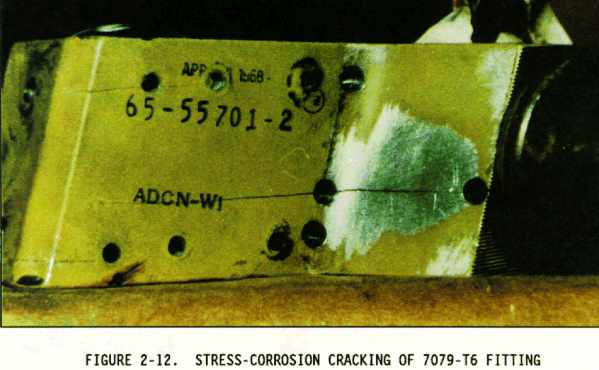
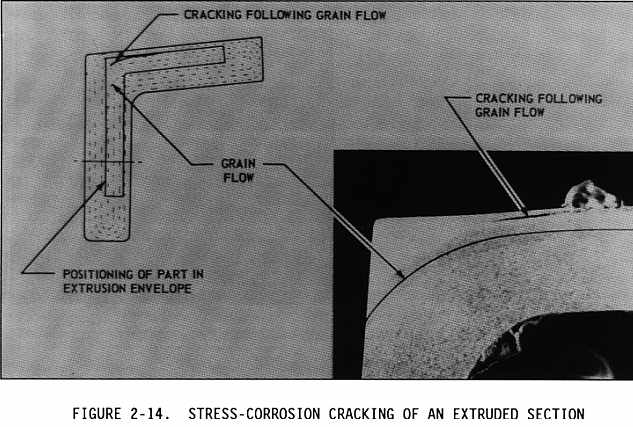
a. Stress Corrosion Cracking.
Stress corrosion cracking is an intergranular cracking of the metal
which is caused by a combination of stress and corrosion (see Figures 2-12
through 2-14). Stress may be caused by internal
or external loading. Internal stresses are produced by nonuniform deformation
during cold working, by unequal cooling from high temperatures, and by
internal structural rearrangement involving volume changes. Internal stresses
are induced when a piece of structure is deformed during an assembly operation,
(i.e., during pressing in bushings, shrinking a part for press fit, installing
interference bolts, installing rivets, etc.). Concealed stress is more
important than design stress, because stress corrosion is difficult to
recognize before it has overcome the design safety factor. The level of
stress varies from point to point within the metal. Stresses near the yield
strength are generally necessary to promote stress corrosion cracking,
but failures may occur at lower stresses. Specific environments have been
identified which cause stress corrosion cracking of certain alloys. Salt
solutions and seawater may cause stress corrosion cracking of high strength
heat treated steel and aluminum alloys. Methyl alcohol hydrochloric acid
solutions will cause stress corrosion cracking of some titanium alloys.
Magnesium alloys may stress corrode in moist air. Stress corrosion may
be reduced by applying protective coatings, stress relief heat treatment,
using corrosion inhibitors, or controlling the environment. Shot peening
a metal surface increases resistance to stress corrosion cracking by creating
compressive stresses on the surface which should be overcome by applied
tensile stress before the surface sees any tension load. Therefore, the
threshold stress level is increased. {Figure 2-13}
b. Corrosion Fatigue.
Corrosion fatigue is caused by the combined effects of cyclic stress
and corrosion. No metal is immune to some reduction in its resistance to
cyclic stressing if the metal is in a corrosive environment. Damage from
corrosion fatigue is greater than the sum of the damage from both cyclic
stresses and corrosion. Corrosion fatigue failure occurs in two stages.
During the first stage, the combined action of corrosion and cyclic stress
damages the metal by pitting and crack formation to such a degree that
fracture by cyclic stressing will ultimately occur, even if the corrosive
environment is completely removed. The second stage is essentially a fatigue
stage in which failure proceeds by propagation of the crack (often from
a corrosion pit or pits) and is controlled primarily by stress concentration
effects and the physical properties of the metal. Fracture of a metal part,
due to fatigue corrosion, generally occurs at a stress level far below
the fatigue limit in laboratory air, even though the amount of corrosion
is relatively small. For this reason, protection of all parts subject to
alternating stress is particularly important, even in environments that
are only mildly corrosive.
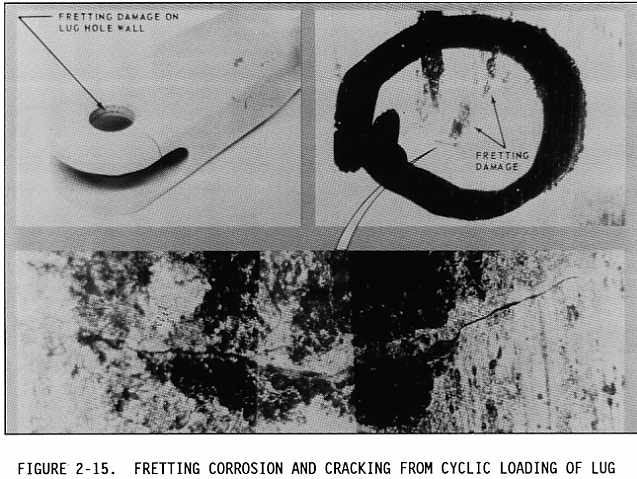
c. Fretting Corrosion.
Damage can occur at the interface of two highly loaded surfaces which
are not supposed to move against each other. However, vibration may cause
the surfaces to rub together resulting in an abrasive wear known as fretting.
The protective film on the metallic surfaces is removed by the rubbing
action. The continued rubbing of the two surfaces prevents formation of
protective oxide film and exposes fresh active metal to the atmosphere.
Fretting can cause severe pitting (see Figure 2-15).
Dampening of vibration, tightening of joints, application of a lubricant,
or installation of a fretting resistant material between the two surfaces
can reduce fretting corrosion.
d. Heat Treatment.
Heat treatment of airframe materials should be rigidly controlled to
maintain their corrosion resistance as well as to improve their essential
mechanical properties. For example, improper heat treatment of clad aluminum
alloy may cause the cladding to incur excessive diffusion because the solution
heat treatment is too long or at too high a temperature. This degrades
the inherent resistance of the cladding itself, and reduces its ability
to provide protection to the core aluminum alloy. Aluminum alloys which
contain appreciable amounts of copper and zinc are highly vulnerable to
intergranular corrosion attack if not quenched rapidly during heat treatment
or other special treatment. Stainless steel alloys are susceptible to carbide
sensitization when slowly cooled after welding or high temperature heat
treatment. Post weld heat treatments are normally advisable for reduction
of residual stress.
e. Hydrogen Embrittlement.
(1) Environmentally induced failure processes may often be the result
of hydrogen damage rather than oxidation. Atomic hydrogen is a cathodic
product of many electrochemical reactions, forming during naturally occurring
corrosion reactions as well as during many plating or pickling processes.
Whether hydrogen is liberated as a gas, or atomic hydrogen is absorbed
by the metal, depends on the surface chemistry of the metal.
(2) Atomic hydrogen, due to its small size and mass, has very high diffusivity
in most metals. It will therefore penetrate most clean metal surfaces easily
and migrate rapidly to favorable sites where it may remain in solution,
precipitate as molecular hydrogen to form small pressurized cavities, cracks
or large blisters, or it may react with the base metal or with alloying
elements to form hydrides.
(3) The accumulation of hydrogen in high strength alloys often leads
to cracking, and this often occurs in statically loaded components several
hours or even days after the initial application of the load or exposure
to the source of hydrogen. Cracking of this type is often referred to as
hydrogen stress cracking, hydrogen delayed cracking, or hydrogen induced
cracking. Similar fracture processes can occur in new and unused parts
when heat treatments or machining have left residual stresses in the parts,
and have then been exposed to a source of hydrogen. For this reason, all
processes such as pickling or electroplating must be carried out under
well controlled conditions to minimize the amount of hydrogen generated.
206. COMMON CORROSIVE AGENTS.
Substances that cause corrosion of metals are called corrosive agents.
The most common corrosive agents are acids, alkalies, and salts. The atmosphere
and water, the two most common media for these agents, may act as corrosive
agents too.
a. Acids.
In general, moderately strong acids will severely corrode most of the
alloys used in airframes. The most destructive are sulfuric acid (battery
acid), halogen acids (i.e., hydrochloric, hydrofluoric, and hydrobromic),
nitrous oxide compounds, and organic acids found in the wastes of humans
and animals.
b. Alkalies.
Although alkalies, as a group, are generally not as corrosive as acids,
aluminum and magnesium alloys are exceedingly prone to corrosive attack
by many alkaline solutions unless the solutions contain a corrosion inhibitor.
Particularly corrosive to aluminum are washing soda, potash (wood ashes),
and lime (cement dust). Ammonia, an alkali, is an exception because aluminum
alloys are highly resistant to it.
c. Salts.
Most salt solutions are good electrolytes and can promote corrosive
attack. Some stainless steel alloys are resistant to attack by salt solutions
but aluminum alloys, magnesium alloys, and other steels are extremely vulnerable.
Exposure of airframe materials to salts or their solutions is extremely
undesirable.
d. The Atmosphere.
The major atmospheric corrosive agents are oxygen and airborne moisture,
both of which are in abundant supply. Corrosion often results from the
direct action of atmospheric oxygen and moisture on metal, and the presence
of additional moisture often accelerates corrosive attack, particularly
on ferrous alloys. However, the atmosphere may also contain other corrosive
gases and contaminants, particularly industrial and marine environments,
which are unusually corrosive.
(1) Industrial atmospheres contain many contaminants, the most common
of which are partially oxidized sulfur compounds. When these sulfur compounds
combine with moisture, they form sulfur based acids that are highly corrosive
to most metals. In areas where there are chemical industrial plants, other
corrosive atmospheric contaminants may be present in large quantities,
but such conditions are usually confined to a specific locality.
(2) Marine atmospheres contain chlorides in the form of salt particles
or droplets of salt saturated water. Since salt solutions are electrolytes,
they corrosively attack aluminum and magnesium alloys which are vulnerable
to this type of environment.
e. Water.
The corrosivity of water will depend on the type and quantity of dissolved
mineral and organic impurities and dissolved gasses (particularly oxygen)
in the water. One characteristic of water which determines its corrosivity
is the conductivity or its ability to act as an electrolyte and conduct
a current. Physical factors, such as water temperature and velocity, also
have a direct bearing on the corrosivity.
(1) The most corrosive of natural waters (sea and fresh waters) are
those that contain salts. Water in the open sea is extremely corrosive
due to the presence of chloride ions, but waters in harbors are often even
more so because they are contaminated by industrial waste.
(2) The corrosive effects of fresh water varies from locality to locality
due to the wide variety of dissolved impurities that may be present in
any particular area. Some municipal waters (potable water) to which chlorine
and fluorides have been added can be quite corrosive. Commercially softened
water and industrially polluted rain water are usually considered to be
very corrosive.
207. MICRO-ORGANISMS.
a. Microbial attack includes actions of bacteria, fungi, or molds. Micro-organisms
occur nearly everywhere. Those organisms causing the greatest corrosion
problems are bacteria and fungi.
b. Bacteria may be either aerobic or anaerobic. Aerobic bacteria require
oxygen to live. They accelerate corrosion by oxidizing sulfur to produce
sulfuric acid. Bacteria living adjacent to metals may promote corrosion
by depleting the oxygen supply or by releasing metabolic products. Anaerobic
bacteria, on the other hand, can survive only when free oxygen is not present.
The metabolism of these bacteria requires them to obtain part of their
sustenance by oxidizing inorganic compounds, such as iron, sulfur, hydrogen,
and carbon monoxide. The resultant chemical reactions cause corrosion.
c. Fungi are the growths of micro-organisms that feed on organic materials.
While low humidity does not kill microbes, it slows their growth and may
prevent corrosion damage. Ideal growth conditions for most micro-organisms
are temperatures between 68 and 104 °F (20 and 40 °C) and relative
humidity between 85 and 100 percent. It was formerly thought that fungal
attack could be prevented by applying moisture proofing coatings to nutrient
materials or by drying the interiors of compartments with desiccants. However,
some moisture proofing coatings are attacked by mold, bacteria, or other
microbes, especially if the surfaces on which they are used are contaminated.
Microbial growth occurs at the interface of water and fuel, where the fungus
feeds on fuel. Organic acids, alcohols, and esters are produced by growth
of the fungus. These byproducts provide even better growing conditions
for the fungus. The fungus typically attaches itself to the bottom of the
tank and looks like a brown deposit on the tank coating when the tank is
dry. The fungus growth may start again when water and fuel are present.
d. The spore form of some micro-organisms can remain dormant for long
periods while dry, and can become active when moisture is available. When
desiccants become saturated and unable to absorb moisture passing into
the affected area, micro-organisms can begin to grow. Dirt, dust, and other
airborne contaminants are the least recognized contributors to microbial
attack. Unnoticed, small amounts of airborne debris may be sufficient to
promote fungal growth.
e. Fungi nutrients have been considered to be only those materials that
have been derived from plants or animals. Thus, wool, cotton, rope, feathers,
and leather were known to provide sustenance for microbes, while metals
and minerals were not considered fungi nutrients. To a large extent this
rule of thumb is still valid, but the increasing complexity of synthetic
materials makes it difficult or impossible to determine from the name alone
whether a material will support fungus. Many otherwise resistant synthetics
are rendered susceptible to fungal attack by the addition of chemicals
to change the material's properties.
f. Damage resulting from microbial growth can occur when any of three
basic mechanisms, or a combination of these, is brought into play. First,
fungi are damp and have a tendency to hold moisture, which contributes
to other forms of corrosion. Second, because fungi are living organisms,
they need food to survive. This food is obtained from the material on which
the fungi are growing. Third, these micro-organisms secrete corrosive fluids
that attack many materials, including some that are not fungi nutrient.
g. Microbial growth must be removed completely to avoid corrosion. Microbial
growth should be removed by hand with a firm nonmetallic bristle brush
and water. Removal of microbial growth is easier if the growth is kept
wet with water. Microbial growth may also be removed with steam at 100
psi and steam temperatures not exceeding 150 °F (66 °C). Protective
clothing must be used when using steam for removing microbial growth.
208. METALLIC MERCURY CORROSION ON ALUMINUM ALLOYS.
Spilled mercury on aluminum should be cleaned immediately because mercury
causes corrosion attack which is rapid in both pitting and intergranular
attack and is very difficult to control. The most devastating effect of
mercury spillage on aluminum alloys is the formation of an amalgam which
proceeds rapidly along grain boundaries, causing liquid metal embrittlement.
If the aluminum alloy part is under tension stress, this embrittlement
will result in splitting with an appearance similar to severe exfoliation.
X-ray inspection may be an effective method of locating the small particles
of spilled mercury because the dense mercury will show up readily on the
X-ray film.
209 - 299 RESERVED.
{kind=link}

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}