CHAPTER 5. INSPECTION REQUIREMENTS
|
500. GENERAL.
Except for special requirements in trouble areas, inspection for corrosion
should be a part of routine maintenance inspections; i.e., daily or preflight.
Overemphasizing a particular corrosion problem when it is discovered and
forgetting about corrosion until the next crisis is an unsafe, costly,
and troublesome practice.
Inspection for corrosion is a continuing requirement
and should be accomplished on a daily basis. If corrosion control is assigned
to a special crew or group, maintenance checks should be scheduled in such
a way that these crews may accomplish their inspections and necessary rework
while access plates are removed and components are disconnected or out
of the way. a. Most manufacturers' handbooks of inspection requirements are complete
enough to cover all parts of the aircraft or engine, and no part or area
of the aircraft should go unchecked. Use these handbooks as a general guide
when an area is to be inspected for corrosion.
|
|
b. Trouble areas, however, are a different matter, and experience shows
that certain combinations of conditions result in corrosion in spite of
routine inspection requirements. These trouble areas may be peculiar to
particular aircraft models, but similar conditions are usually found on
most aircraft.
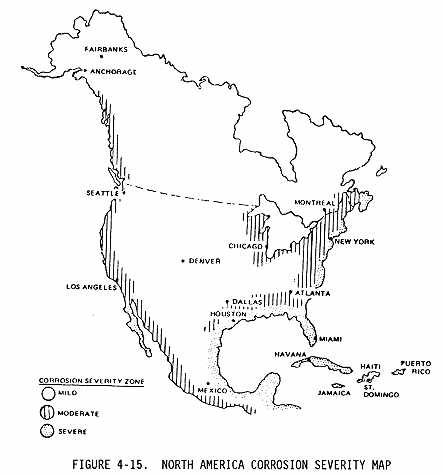
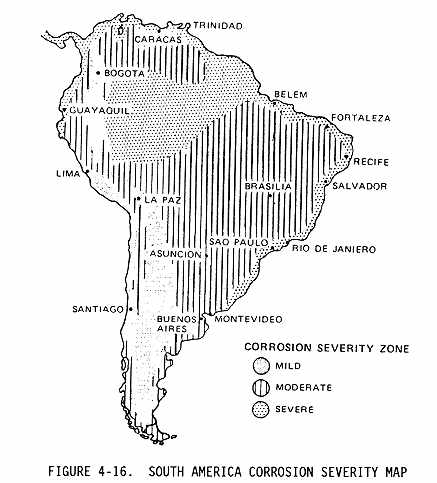
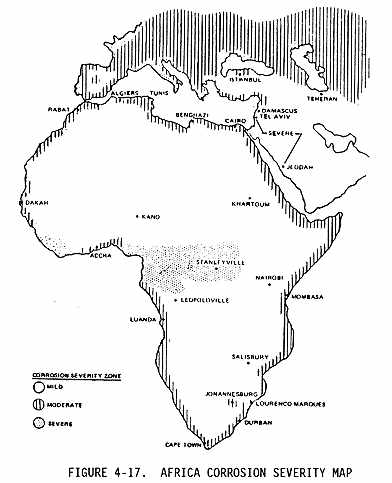
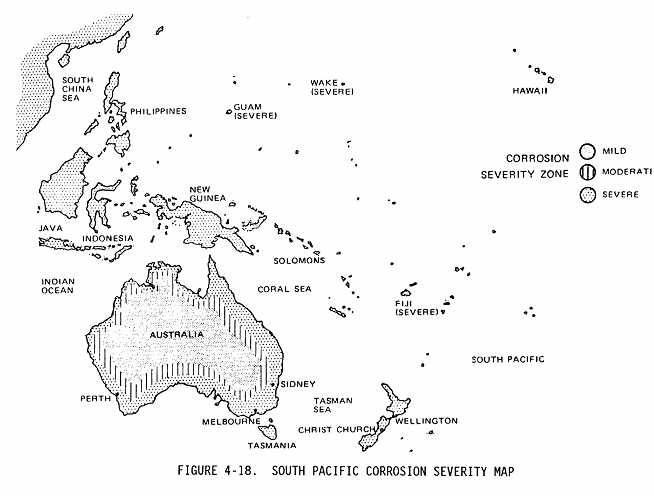
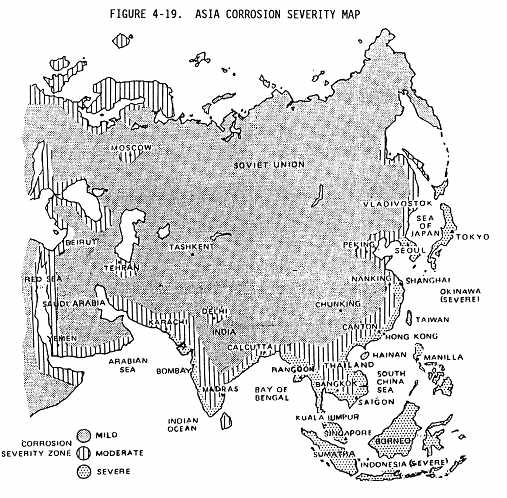
c. The flight routes and bases of operation will expose some airplanes
to more corrosive conditions than others. The operational environment of
an aircraft may be categorized as mild, moderate, or severe, with respect
to the corrosion severity of the operational environment. The corrosion
severity of the operational environments around the world are identified
in Figure 4-15 through Figure 4-20. The corrosion
severity of any particular area may be increased by many factors including:
airborne industrial pollutants, chemicals used on runways and taxiways
to prevent ice formation, humidity, temperatures, prevailing winds from
corrosive environment, etc. {Fig. 4-16,
Fig 4-17, Fig 4-18,
Fig 4-19}
501. FREQUENCY OF INSPECTIONS.
In addition to the routine maintenance inspections, the following special
requirements should be observed:
a. Aircraft operating in a severe environment should be inspected every
15 days.
b. Aircraft operating in a moderate environment should be inspected
every 45 days.
c. Aircraft operating in a mild environment should be inspected every
90 days.
d. The aircraft should be washed prior to any inspection for corrosion.
e. Checks should be performed by a crew familiar with corrosion problems
and the nature of their treatment.
f. Operators of low utilization aircraft should develop a corrosion
inspection and repair program based on calendar time rather than flight
hours. Due to the uncertainties that may be encountered in various operating
environments, adjustments to the calendar time inspection interval should
be made after analysis of corrosion inspection findings.
502. RECOMMENDED DEPTH OF INSPECTION.
Generally speaking, the applicability of inspection requirements provides
a ready means to insure adequate inspection of all compartments and interior
aircraft cavities. When such general requirements are observed, along with
a periodic check of the list of common trouble areas, adequate maintenance
should be assured for most operating conditions. To assist in assuring
complete coverage, the following summary is included:
a. Daily and preflight inspection. Check engine compartment gaps, seams,
and faying surfaces in the exterior skin. Check all areas which do not
require removal of fasteners, panels, etc., such as bilge areas, wheel
and wheel well areas, battery compartments, fuel cell and cavity drains,
engine frontal areas, including all intake vents, and engine exhaust areas.
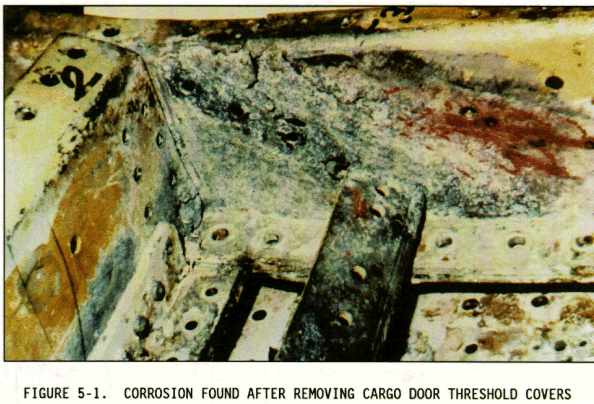
b. Indepth inspections. In addition to the more common trouble spots
that are readily available for inspection, remove screw attached panels,
access plates, and removable skin sections as necessary to thoroughly inspect
the internal cavities. Inspection should also include removal of questionable
heavy internal preservative coatings, at least on a spot check basis. Inspect
the interior of the aircraft in corrosion prone areas such as around lavatories,
galleys, under floors, baggage compartments, etc. (see Figure
5-1).
c. Corrosion inspections should be accomplished at each annual inspection
or other scheduled indepth inspections in which areas of the aircraft not
normally accessible will be available for corrosion inspection.
d. Corrosion preventive compounds such as LPS3, Dinol AV5, or equivalent
products and later advanced developments of such compounds may be used
to effectively reduce the occurrence of corrosion. Results of corrosion
inspections should be reviewed to help establish the effectiveness of corrosion
preventive compounds and determine the reapplication interval of them.
503. PRIMARY APPROACH.
The primary approach to corrosion detection is corrosion inspections
on a regularly scheduled basis. Early detection and treatment reduce costs,
out of service time, and the possibility of flight or flight related incidents.
All corrosion inspections should start with a thorough cleaning of the
area to be inspected. A general visual inspection of the area follows using
a flashlight, inspection mirror, and a 5x - 10x magnifying glass. The general
inspection should look for obvious defects and suspected areas. A detailed
inspection of damage or suspected areas found during the general inspection
follows. The detailed inspection can be one or more of the following.
504. NONDESTRUCTIVE INSPECTION (NDI).
a. Visual Inspection.
Visual inspection is the most widely used technique and is an effective
method for the detection and evaluation of corrosion. Visual inspection
employs the eyes to look directly at an aircraft surface, or at a low angle
of incidence to detect corrosion. Using the sense of touch of the hand
is also an effective inspection method for the detection of hidden well
developed corrosion. Other tools used during the visual inspection are
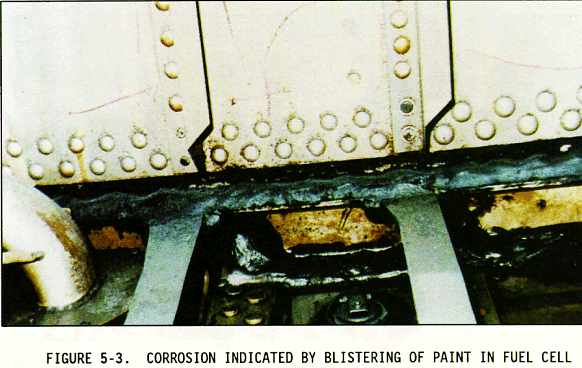
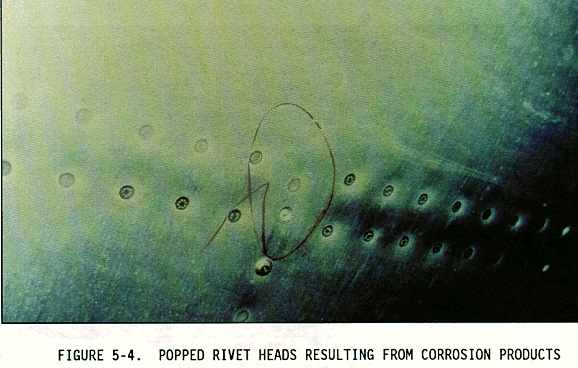
mirrors, borescopes, optical micrometers, and depth gauges. The following
shows the type of corrosion damage detectable using the visual inspection
method: Figures 5-2 and 5-3
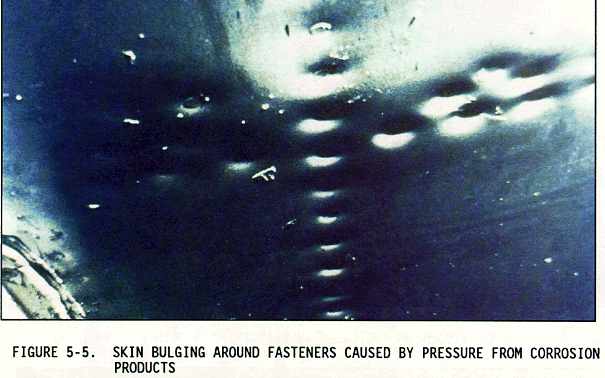
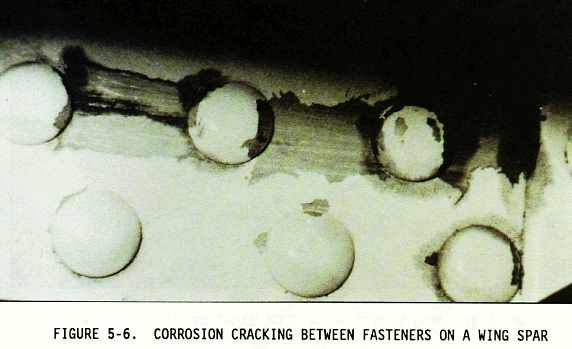
show chipped, missing, and lifted paint; Figure 5-4
shows dished and popped rivets; Figure 5-5 shows
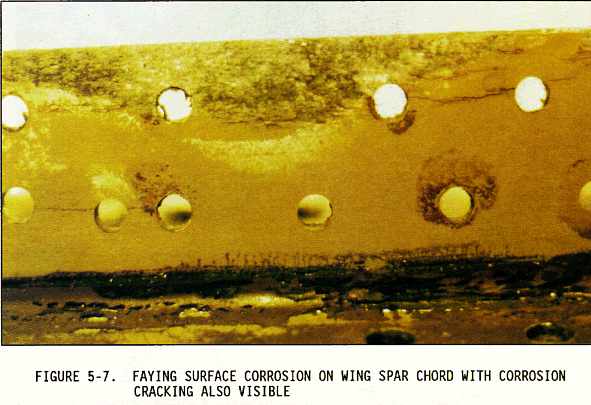
skin bulges or lifted surfaces; Figures 5-6 and 5-7
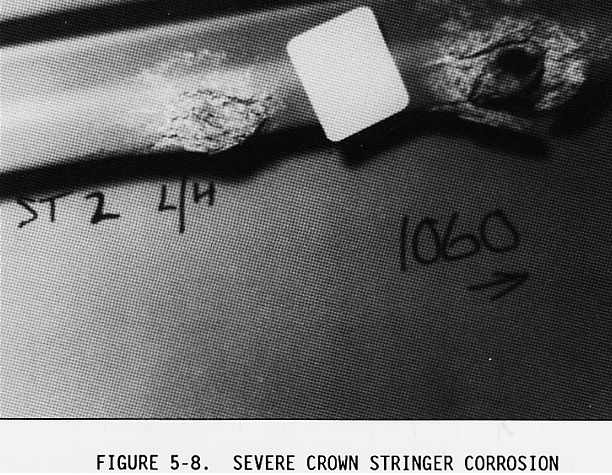
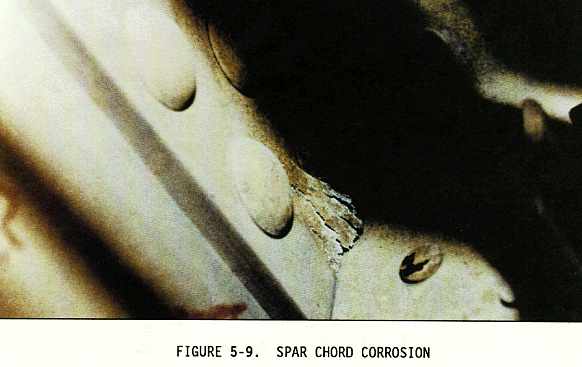
show cracks; and Figures 5-8 and 5-9
show corrosion products.
(1) The indications of corrosive attack can take several forms depending
on the type of metal and the length of time the corrosion has had to develop.
Corrosion deposits on aluminum and magnesium are generally a white powder,
while ferrous metals vary from red to dark reddish brown stains.
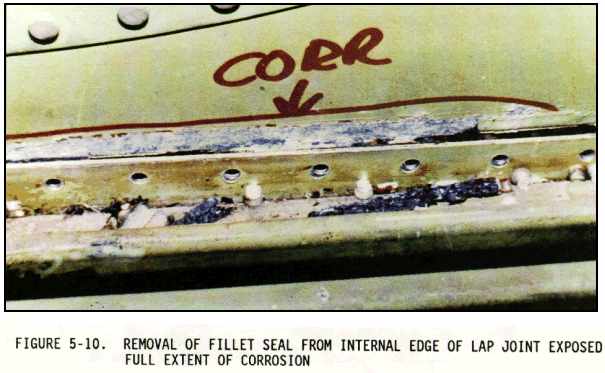
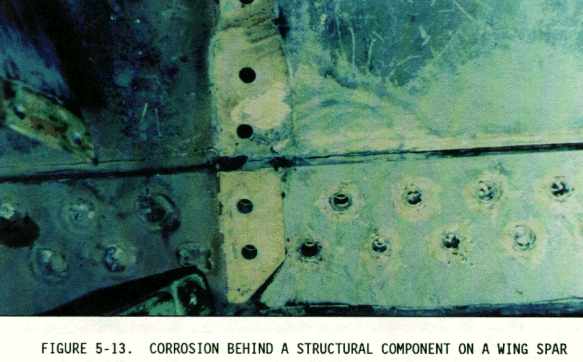
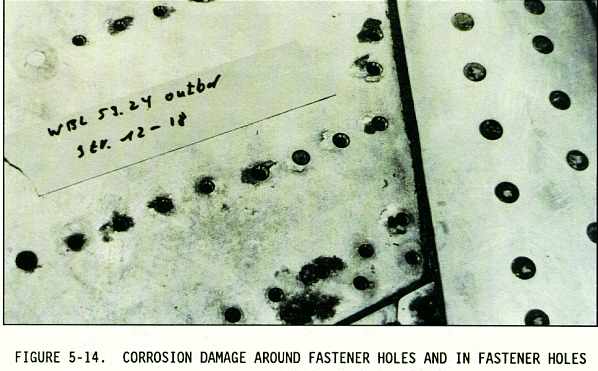
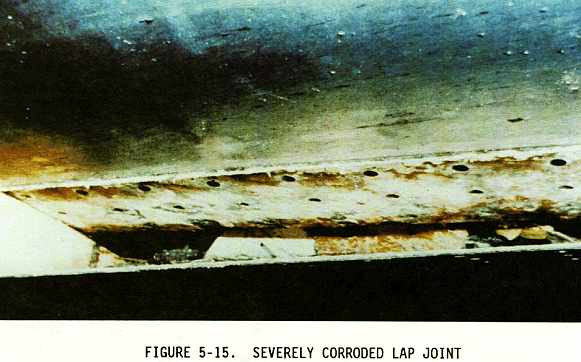
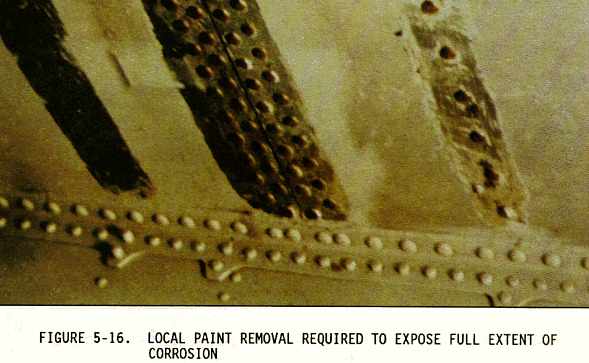
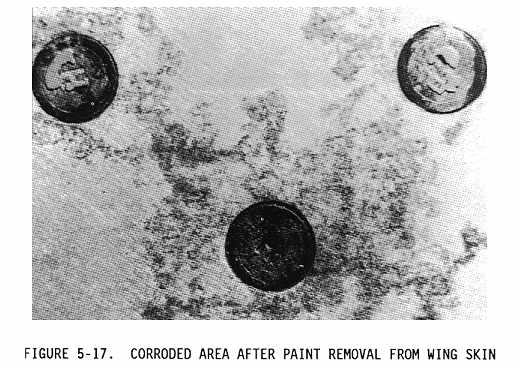
(2) Sometimes the inspection areas are obscured by structural members,
equipment installations, or for some other reason are awkward to check
visually. Adequate access for inspection must be obtained by removing access
panels and adjacent equipment, cleaning the area as necessary, and removing
loose or cracked sealants and paints. Mirrors, borescopes, and fiber optics
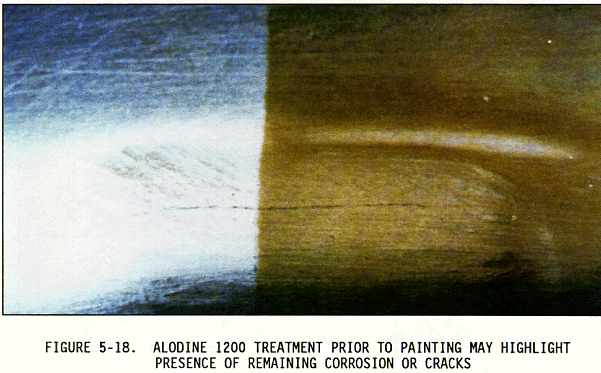
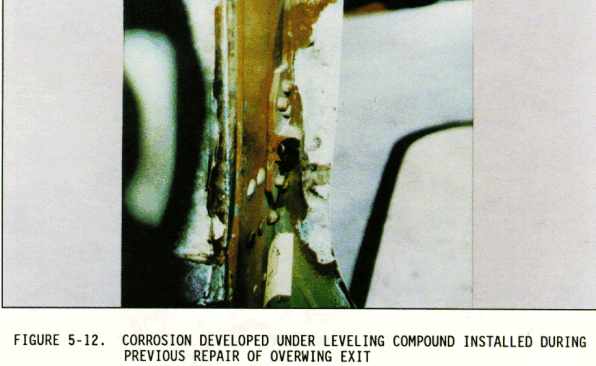
are useful in providing the means of observing obscure areas. Figures 5-10
through 5-18 depict some of these conditions.
{Fig. 5-11, Fig 5-12,
Fig 5-13, Fig 5-14,
Fig 5-15, Fig 5-16,
Fig 5-17}
b. Other Methods.
In addition to visual inspection there are several NDI methods such
as: liquid penetrant, magnetic particle, eddy current, X-ray, ultrasonic,
and acoustical emission which may be of value in the detection of corrosion.
These methods have limitations and should be performed only by qualified
and certified NDI personnel. Eddy current, X-ray, and ultrasonic inspection
methods require properly calibrated (each time used) equipment and a controlling
reference standard to obtain reliable results.
(1) Liquid Dye Penetrant.
Inspection for large stress corrosion or corrosion fatigue cracks on
nonporous ferrous or nonferrous metals may be accomplished by the use of
liquid dye penetrant processes. The dye applied to a clean metallic surface
will enter small openings, such as cracks or fissures by capillary action.
After the dye has had an opportunity to be absorbed by any surface discontinuities,
the excess dye is removed and a developer is applied to the surface. The
developer acts like a blotter and draws the dye from the cracks or fissures
back to the surface of the part, giving visible indication of the location
of any fault that is present on the surface. The magnitude of the fault
is indicated by the quantity and rate of dye brought back to the surface
by the developer.
(2) Magnetic Particle Inspection.
This method may be used for the detection of cracks or flaws on or near
the surface of ferromagnetic metals (metals which are attracted by magnetism).
A portion of the metal is magnetized, and finely divided magnetic particles
(either in liquid suspension or dry) are applied to the object. Any surface
faults will create discontinuities in the magnetic field and cause the
particles to congregate on or above these imperfections, thus locating
them.
(3) Eddy Current Inspection.
Eddy current testing (primarily low frequency) can be used to detect
thinning due to corrosion and cracks in multilayered structures. Low frequency
eddy current testing can also be used to some degree for detecting or estimating
corrosion on the hidden side of aircraft skins because, when used with
a reference standard, the thickness of material which has not corroded
can be measured. Low frequency eddy current testing can be used for estimating
corrosion in underlying structure because the eddy currents will penetrate
through into the second layer of material with sufficient sensitivity for
approximate results. High frequency eddy current testing is most appropriate
for detection of cracks which penetrate the surface of the structure on
which the eddy current probe can be applied (including flat surfaces and
holes).
(4) X-Ray Inspection.
X-ray inspection has somewhat limited use for the detection of corrosion
because it is difficult to obtain the sensitivity required to detect minor
or moderate corrosion. Briefly, X-ray works by passing high energy rays
generated by an X-ray machine through the material being inspected. This
exposes the special film placed on the opposite side of the material. Areas
of high density are indicated on the film as underexposed areas, while
areas of low density are indicated on the film as overexposed areas. Proper
interpretation of the film will indicate whether defects are present. Moderate
to severe corrosion or cracks can be detected using X-ray inspection. However
this method, like other NDI methods, requires a qualified and certified
operator to obtain reliable results.
(5) Ultrasonic Inspection.
Ultrasonic testing provides a sensitive detection capability for corrosion
damage when access is available to a surface with a continuous bulk of
material exposed to the corrosion. Ultrasonic inspection is commonly used
to detect exfoliation, stress corrosion cracks, and general material thinning.
Ultrasonic digital thickness gages are not reliable for determining moderate
or severe damage prior to removing the corrosion. Highly trained personnel
should conduct the examination if any useful information is to be derived
from the indicating devices.
(6) Acoustic Emission Testing.
This method using heat generated emissions can be used to detect corrosion
and moisture in adhesive bonded metal honeycomb structures. Acoustic emission
testing can detect corrosion initiation as well as advanced corrosion.
505 - 599 RESERVED.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}