
![]()
![]()
|
|
|
|
Chapter 6. Corrosion Removal Techniques
(1) Avoid prolonged breathing of solvents' or acids' vapors. Solvents and acids should not be used in confined spaces without adequate ventilation or approved respiratory protection; (2) Never add water to acid. Always add acid to water; (3) Mix all chemicals per the manufacturers' instructions; (4) Clean water for emergency use should be available in the immediate work area before starting work; (5) Avoid prolonged or repeated contact of solvents, cleaners, etchants (acid), or conversion coating material (alodine solution) with skin. Rubber or plastic gloves should be worn when using solvents, cleaners, paint strippers, etchants, or conversion coating materials. Goggles or plastic face shields and suitable protective clothing should be worn when cleaning, stripping, etching, or conversion coating overhead surfaces; (6) When mixing alkalies with water or other substance, use containers which are made to withstand heat generated by this process; (7) Wash any paint stripper, etchant, or conversion coating material immediately from body, skin, or clothing; (8) Materials splashed in the eyes should be promptly flushed out with water, and medical aid obtained for the injured person; (9) Do not eat or keep food in areas where it may absorb poisons. Always wash hands before eating or smoking; (10) Verify that the area within 50 ft. of any cleaning or treating operations where low flash point (140 °F or below) materials are being used is clear and remains clear of all potential ignition sources; (11) Suitable fire extinguishing equipment should be available to the cleaning/treating area; (12) Where any flammable materials are being used, equipment should be effectively grounded; (13) If materials (acid, alkali, paint remover, or conversion coatings) are spilled on equipment and/or tools, treat immediately by rinsing with clean water, if possible, and/or neutralizing acids with baking soda and alkalies with a weak (5 percent) solution of acetic acid in water; (14) Solvents with a low flash point (below 100 °F), such as methyl ethyl ketone (MEK) and acetone, should not be used in any confined locations; (15) All equipment should be cleaned after work has been completed; (16) Implement all company safety precautions; (17) Check local environmental regulations for restrictions on the use of solvents, primers, and top coats; and (18) Ensure disposal of waste material is per local environmental requirements. b. Emergency safety procedures. NOTE: PERSONNEL SHOULD BE THOROUGHLY FAMILIAR WITH THE FOLLOWING EMERGENCY SAFETY PROCEDURES PRIOR TO USING ANY MATERIALS WHICH ARE REFERENCED TO AN EMERGENCY SAFETY PROCEDURE PARAGRAPH. (1) If exposed to physical contact with any of the following materials: Methyl alcohol Xylene
Treat as follows: (i) If splashed into eyes, do not rub. {p112} (ii) Flush eyes immediately with water for at least 15 minutes. Lift upper and lower eyelids frequently to ensure complete washing. (iii) If splashed on clothing or large areas of body, immediately remove contaminated clothing and wash body with plenty of soap and water. Wash clothing before rewearing. (iv) If splashed onto an easily accessible part of the body, immediately wash with soap and water. (v) If suffering headache or other obvious symptoms resulting from overexposure, move to fresh air immediately. (vi) If vapors are inhaled and breathing has slowed down or stopped, remove person from exposure and start artificial respiration at once. Call ambulance and continue this treatment until ambulance arrives. (2) If exposed to physical contact with any of the following materials: Hydrofluoric acid Phenol
Treat as follows: (i) If splashed into eyes, quickly wipe eyelids with a soft cleaning tissue and immediately flush eye with gentle stream from a drinking fountain, cup, or other convenient water outlet while holding lids open. Call an ambulance and continue the flushing procedure until an ambulance arrives. (ii) If splashed onto an easily accessible part of body, immediately drench affected area with water until ambulance arrives. (iii) If splashed onto clothing or large area of body, immediately drench body and remove clothing while drenching until ambulance arrives. (iv) If taken internally, begin following treatment immediately: (A) If the person is conscious, cause vomiting by placing finger in back of the person's throat. Encourage the person to drink large quantities of water and repeatedly wash out the mouth. (B) If the person is unconscious, do not give any liquid. Start artificial respiration at once. Continue until ambulance arrives. If person regains consciousness before ambulance arrives, proceed as in subparagraph (A). 601. GENERAL CORROSION CONTROL WORK PROCEDURES. The effectiveness of corrosion control depends on how well basic work procedures are followed. The following common work practices are recommended: a. If rework procedures or materials are unknown, contact the aircraft manufacturer or authorized representative before proceeding; b. The work areas, equipment, and components should be clean and free of chips, grit, dirt, and foreign materials. c. Do not mark on any metal surface with a graphite pencil or any type of sharp, pointed instrument. Temporary markings (defined as markings soluble in water or methyl chloroform) should be used for metal layout work or marking on the aircraft to indicate corroded areas. d. Graphite should not be used as a lubricant for any component. Graphite is cathodic to all structural metals and will generate galvanic corrosion in the presence of moisture, especially if the graphite is applied in dry form. e. Footwear and clothing should be inspected for metal chips, slivers, rivet cuttings, dirt, sand, etc., and all such material removed before walking or working on metal surfaces such as wings, stabilizers, fuel tanks, etc. f. Do not abrade or scratch any surface unless it is an authorized procedure. If surfaces are accidentally scratched, the damage should be assessed and action taken to remove the scratch and treat the area. g. Coated metal surfaces should not be polished for aesthetic purposes. Buffing would remove the protective coating and a brightly polished surface is normally not as corrosion resistant as a nonpolished surface unless it is protected by wax, paint, etc. A bare skin sheet polished to a mirror finish is more resistant than a bare mill finished sheet when both are given regular maintenance. h. Protect surrounding areas when welding, grinding, drilling, etc., to prevent contaminating them with residue from these operations. In those areas where protective covering cannot be used, action should be taken to remove the residue by cleaning. i. Severely corroded screws, bolts, and washers should be replaced. When a protective coating, such as a cadmium plating on bolts, screws, etc., is damaged, immediate action should be taken to apply an appropriate protective finish to prevent additional corrosion damage. 602 - 609 RESERVED. SECTION 2. CORROSION REMOVAL TECHNIQUES 610. GENERAL. When active corrosion is visually apparent, a positive inspection and rework program is necessary to prevent any further deterioration of the structure. The following methods of assessing corrosion damage and procedures for rework of corroded areas could be used during cleanup programs. In general, any rework would involve the cleaning and stripping of all finish from the corroded area, the removal of corrosion products, and restoration of surface protective film. a. Repair of corrosion damage includes removal of all corrosion and corrosion products. When the corrosion damage exceeds the damage limits set by the aircraft manufacturer in the structural repair manual, the affected part must be replaced or an FAA approved engineering authorization for continued service for that part must be obtained. b. For corrosion damage on large structural parts which is in excess of that allowed in the structural repair manual and where replacement is not practical, contact the aircraft manufacturer for rework limits and procedures. 611. STANDARD METHODS. Several standard methods are available for corrosion removal. The methods normally used to remove corrosion are mechanical and chemical. Mechanical methods include hand sanding using abrasive mat, abrasive paper, or metal wool, and powered mechanical sanding, grinding, and buffing, using abrasive mat, grinding wheels, sanding discs, and abrasive rubber mats. However, the method used depends upon the metal and the degree of corrosion. The removal method to use on each metal for each particular degree of corrosion is outlined in the following paragraphs. 612. PREPARATIONS FOR REWORK. All corrosion products should be removed completely when corroded structures are reworked as the corroding process will continue even though the affected surface is refinished. Before starting rework of corroded areas, carry out the following: a. Position airplane in wash rack or provide washing apparatus for rapid
rinsing of all surfaces.
(1) Remove the aircraft battery(s), LOX container (if installed), and
external hydraulic and electric power.
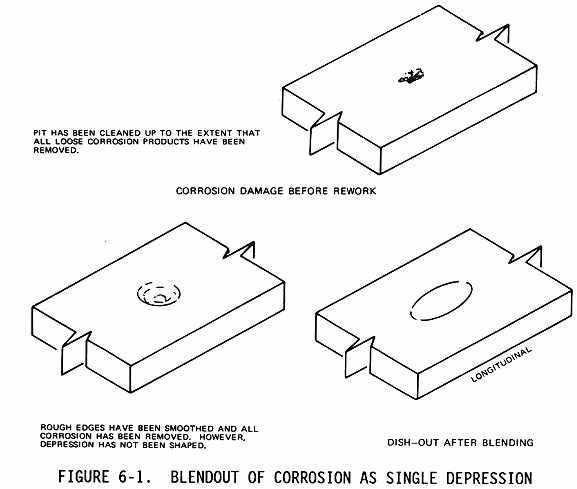
d. Protect the pitot static ports, louvers, airscoops, engine opening, wheels, tires, magnesium skin panels, and airplane interior from moisture and chemical brightening agents. e. Protect the surfaces adjacent to rework areas from chemical paint strippers, corrosion removal agents, and surface treatment materials. 613. PAINT REMOVAL. a. For small areas of metallic surfaces, paint may be removed by hand, using a medium grade abrasive mat. For larger areas, chemical paint removal is the preferred method. b. Phenolic and nonphenolic chemical paint removers containing methylene chloride are recommended for paint striping on metallic surfaces only. Chemical paint strippers containing acid should not be used as hydrogen embrittlement on high strength steel and some stainless steels will occur. The following procedure is recommended when using chemical paint remover: (1) Mask acrylic windows and canopies, other plastic parts, rubber hoses, exposed wiring, composite surfaces, wheels and tires, and any other areas where the paint remover residue cannot be removed and refinishing cannot be accomplished; (2) Remove sealants when required, by cutting away excess sealant with a sharp plastic scraper; (3) Apply a thick, continuous coating of paint remover to cover the surface to be stripped; (4) Allow paint remover to remain on the surface for a sufficient length of time to wrinkle and completely lift the paint. Reapply paint remover as necessary in the areas where paint remains tight or where the material has dried. Micarta scrapers, abrasive pads, or fiber brushes may be used to assist in removing persistent paint; (5) Remove loosened paint and residual paint remover by washing and scrubbing the surface with fresh water and a stiff nylon bristle brush or an abrasive pad; and (6) After thorough rinsing, remove masking materials and thoroughly clean the area with a solution of aircraft cleaning compound to remove paint remover residues. c. For composite surfaces, paint removal should be done by mechanical removal techniques (scuff sanding) only. Composite surfaces include fiberglass, kevlar, carbon, graphite, and others. Due to the irregularities in composite surfaces (fiber weave), complete removal of the paint system can not be accomplished without surface fiber damage. d. Mechanical paint removal may be done by hand or with fine or very fine abrasive mats or flap brushes on power tools. If power tools are used, care must be used to prevent removal of the base material. 614. SPECIAL TECHNIQUES. In special instances, a particular or specific method may be required to remove corrosion. Depending upon rework criteria, corrosion in a hole may be removed by enlarging the hole. Abrasive blasting may be required for removing corrosion from steel fasteners, side skins, or irregularly shaped parts or surfaces. Whenever such special cases occur, the specified method for corrosion removal should be observed. 615. FAIRING OR BLENDING REWORKED AREAS. All depressions resulting from corrosion rework should be faired or blended with the surrounding surface. Fairing can be accomplished as follows: a. Remove rough edges and all corrosion from the damaged area. All dish outs should be elliptically shaped with the major axis running spanwise on wings and horizontal stabilizers, longitudinally on fuselages, and vertically on vertical stabilizers. (SELECT THE PROPER ABRASIVE FOR FAIRING OPERATIONS FROM TABLE 6-1.) TABLE 6-1. ABRASIVES FOR CORROSION REMOVAL
1 - METALS OR MATERIALS TO BE PROCESSED
1 - FERROUS ALLOYS
1 - ALUMINUM ALLOYS EXCEPT CLAD ALUMINUM
1 - CLAD ALUMINUM
1 - MAGNESIUM ALLOYS
1 - TITANIUM
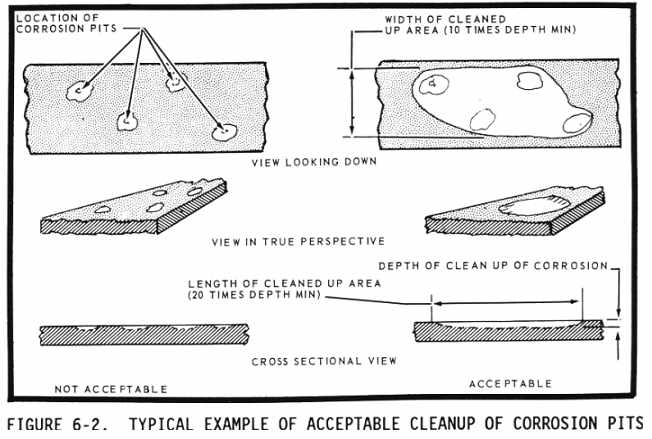
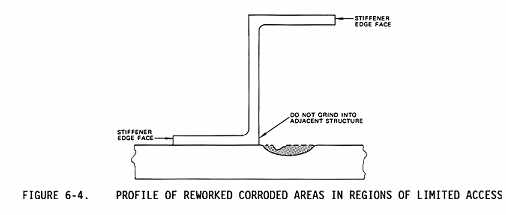
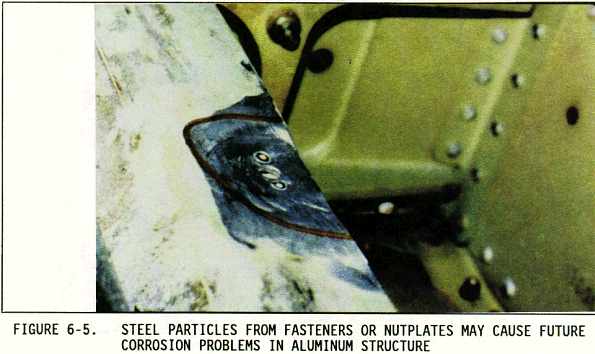
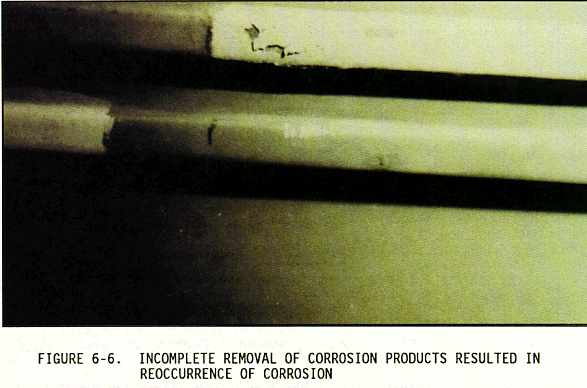
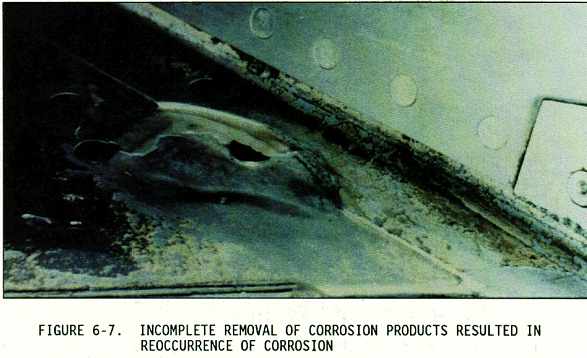
b. Rework depressions by forming smoothly blended dish outs, using a ratio of 20:1, length to depth (see Figures 6-1 and 6-2). In areas having closely spaced multiple pits, intervening material should be removed to minimize surface irregularity or waviness (see Figures 6-3 and 6-4). Steel nutplates and steel fasteners should be removed before blending corrosion out of aluminum structure. Steel or copper particles embedded in aluminum can become a point of future corrosion (see Figure 6-5). All corrosion products must be removed during blending to prevent reoccurrence of corrosion (see Figures 6-6 and 6-7). c. In critical and highly stressed areas, all pits remaining after removal of corrosion products by any method should be blended out to prevent stress risers which may cause stress corrosion cracking. On noncritical structure it is not necessary to blend out pits remaining after removal of corrosion products by abrasive blasting, since this results in unnecessary metal removal. 616. CHEMICAL TESTING. a. A serious problem encountered in corrosion control is the identification of the metal on which corrosion occurs. The importance of this identification arises from the fact that all metals possess certain chemical characteristics that are common only to themselves and which vary greatly from metal to metal and from alloy to alloy of the same metal. Since these characteristics are common to all metals and their alloys, chemical cleaning solutions and chemical protective films will react differently with various metals. In some cases, this produces adverse reactions which can severely weaken or destroy the structural capabilities of the metal. (1) The primary method of determining material identification is in the aircraft structural repair manual. When the structural repair manual is limited or when more information is required, i.e., heat treat and protective finishes, the best source of material identification is the aircraft manufacturer, where an aircraft drawing can be reviewed. (2) Chemical testing can be used when all other methods have been exhausted and when the following precautions are followed: (i) Personnel should become thoroughly familiar with the safety precautions and emergency safety procedures, prior to performing any chemical testing. (ii) Chemical spot testing should be accomplished by qualified personnel only. (iii) Fasteners should not be identified by chemical spot tests. (iv) High strength steel should not be identified by chemical spot tests. b. Chemical testing for each type of metal should be accomplished on test samples before any tests are accomplished on the actual part. The preliminary surface preparation and primary classification of the metal may be determined by the following procedure. (1) On the surface to be tested, choose an area where there is no corrosion and remove paint (if present) from a 1 inch square. Paint may be removed using hand sanding or an approved paint remover. CAUTION: ADEQUATE PRECAUTIONS SHOULD BE TAKEN TO PREVENT PAINT REMOVER FROM CONTACTING COMPOSITE PARTS. (2) Clean area of surface to be tested. (3) Tentatively identify the exposed metal surface by visually comparing it with samples of previously identified materials, if available. (4) Identify the metal as ferrous or nonferrous by placing a magnet on the exposed surface. (i) Magnetic attraction classifies the base metal as a ferrous magnetic material (iron or steel). (ii) The absence of magnetic attraction classifies the base metal as either an austenitic stainless steel or a nonferrous metal (aluminum, magnesium, etc.) (5) Hardness test magnetic metals by a qualified person prior to chemical spot testing. If the metal is nonmagnetic, proceed with paragraph 618. 617. CHEMICAL SPOT ANALYSIS OF MAGNETIC METALS. The magnetic metals usually employed in aircraft construction are ferrous alloys (high strength steels and some stainless steels). These magnetic alloys, when plated, are generally plated with either chromium, nickel, zinc, cadmium, silver, or with a combination of these platings. a. If a magnetic alloy has been plated with cadmium, zinc, or chromium, it will exert magnetic attraction. Nickel plating will show slight magnetic attraction even if the substrate or base metal is not magnetic. b. If positive identification of the metal plating is necessary, the identification should be made after accomplishing a hardness test. CAUTION: DO NOT PERFORM A CHEMICAL SPOT TEST ON STEELS HEAT TREATED TO 220,000 PSI AND ABOVE. c. Place a drop of 10 percent hydrochloric acid (HCL) on the prepared metal surface. Ensure that the surface is dry before applying acid. (1) A rapid reaction producing a dark deposit indicates that the metal is zinc. (2) A slow or no reaction indicates that the metal may be cadmium, chromium, nickel, or steel. CAUTION: THE ADDITION OF SODIUM SULFIDE (Na2S) TO ACID PRODUCES A POISONOUS GAS. ADEQUATE VENTILATION SHOULD BE PROVIDED WHEN THESE TESTS ARE BEING PERFORMED. DO NOT ALLOW LARGE QUANTITIES OF SODIUM SULFIDE (Na2S) AND ACID TO BE MIXED. d. After 1 minute, add a drop of Na2S to the drop of HCL. (1) A white precipitate identifies the metal as zinc.
e. Confirm the cadmium, zinc, iron, or steel test by placing a drop of 20 percent nitric acid (HNO3) on a fresh spot. After 1 minute, add a drop of Na2S to the drop of HNO3. (1) A white precipitate identifies the metal as zinc.
f. Confirm the chromium test by placing a drop of 10 percent HCL on a fresh spot. Add a drop of concentrated sulfuric acid (H2SO4) to the drop of HCL. A color change to green after 1 or 2 minutes identifies the metal as chromium. g. Confirm the nickel test by placing a drop of dimethylglyoxime solution on a fresh spot. Add a drop of ammonium hydroxide (NH4OH) to the drop of dimethylglyoxime solution. A pink to red precipitate identifies the metal as nickel. h. Clean and refinish as detailed in paragraph 620. 618. CHEMICAL SPOT ANALYSIS OF NONMAGNETIC METALS. The most common nonmagnetic metals used in aircraft construction are aluminum, magnesium, and austenitic steels (generally used as 18-8 stainless steel). The positive identification of these nonmagnetic metals is accomplished by the following procedure: a. Place a drop of 10 percent HCL on the prepared metal surface and allow to stand for 1 minute. Ensure that the surface is dry before applying acid. (Zinc deposits on nonmagnetic metals will react with 10 percent HCL but will not produce a black spot.) (1) A rapid or violent reaction that produces a black spot indicates
that the metal is magnesium.
b. If a reaction did not produce a blackspot as noted in paragraph 618.a.(1), determine if zinc is present as detailed in paragraph 617.e. c. If the results of paragraph 618.b. are negative (zinc not present), confirm the magnesium and aluminum tests by placing a drop of 10 percent sodium hydroxide (NaOH) on a fresh spot. Check for the following: (1) No reaction which will identify the metal as magnesium. (2) A reaction that produces a colorless spot will identify the metal as a bare aluminum alloy. d. If an aluminum alloy is identified as outlined in paragraph 618.c., further test to distinguish the different alloys by placing a drop of 10 percent cadmium chloride on a fresh spot. (1) A dark gray deposit forming within a few seconds will identify the metal as 7075 or 7178 bare aluminum alloy. (2) A dark gray deposit forming within 2 minutes will identify the metal as 7075 or 7178 clad aluminum alloy. (3) No deposit formation in the time specified for 7075 or 7178 clad will identify the metal as 2024 aluminum alloy (a faint deposit will form after 15 or 20 minutes). e. Confirm the austenitic steel test by dissolving 10 grams of cupric chloride (CUCl2 2H2O) in 100 cubic centimeters of HCL and placing a drop of the solution on a fresh spot. After 2 minutes, add three or four drops of distilled water to the drop of HCL solution and dry the surface. The appearance of a brown spot identifies the metal as an austenitic steel. f. If no reaction was noted as outlined in paragraph 618.a or e., test for a plating material as detailed in paragraph 617. g. If step f. reveals the presence of plating on the nonmagnetic metal, the plating should be removed by mechanical abrasion and the base metal identified by the visual and/or chemical methods outlined in paragraph 617. h. Clean and refinish as required in paragraph 620. 619. SURFACE TREATMENT TESTING. The most common types of surface treatment for metals used in aircraft construction are: chemical conversion coatings, phosphate treatments for steels, and chromate treatments for aluminum. Other surface treatments include lacquer and chromate films. The identification of these surface treatments may be accomplished by the following procedures: a. Phosphate treatment. The presence of a phosphate treatment on steel, zinc, cadmium, or aluminum can be confirmed by placing a drop of 20 percent nitric acid (HNO3) on the surface and following this with two drops of ammonium molybdate solution. If the metal surface has had a phosphate treatment, a yellow precipitate will form. b. Chromate treatment. Surface chromate treatments on zinc, cadmium, aluminum, or magnesium are highly colored and are indicative of the application of these treatments. However, a bleached chromate treatment may have been applied and then coated with lacquer to mask any residual iridescence for the sake of appearance. If so, visual detection of the chromate is impossible. To test for lacquer, proceed as directed in paragraph 619.c. It should be noted that the bleaching process used in a bleached chromate treatment lowers the corrosion resistance provided by the chromate film. c. Lacquer finish. To test for lacquer, place a drop of concentrated sulfuric acid on the surface. If lacquer is present, the spot will rapidly turn brown with no effervescence. If lacquer is not present, the spot will not turn brown. If the metal is zinc, there will be no rapid effervescence. If the metal is cadmium, there will be no reaction. d. Chromate film. To detect a chromate film on zinc and cadmium, place a drop of 5 percent aqueous solution of lead acetate on the surface. If the metal has been treated, the surface will show no discoloration for 10 seconds. If there is no surface treatment, an immediate dark spot will appear. 620. POSTIDENTIFICATION CLEANING AND REFINISHING. NOTE: THE SOLUTIONS USED IN THE CHEMICAL SPOT TESTS ARE EXTREMELY CORROSIVE. After identification of the metal is completed, clean the area as follows: a. Blot any remaining chemicals with a dry cloth. b. Swab the area several times with a water moistened cloth. c. Test the surface by placing a piece of litmus paper on the moistened surface. If the litmus paper changes color, repeat steps a. and b. until no color change occurs. d. Dry surface thoroughly. e. Remove corrosion, if present, and refinish the surface, as applicable. 621 - 625 RESERVED.
SECTION 3. MECHANICAL CORROSION REMOVAL BY BLASTING 626. GENERAL. Abrasive blasting is a process for cleaning or finishing metals, plastics, and other materials by directing a stream of abrasive particles against the surface of the parts. Abrasive blasting is used for the removal of rust and corrosion and for cleaning prior to further processing, such as painting or plating. Standard blast cleaning practices should be adopted with the following requirements being made: a. Any form of blast cleaning equipment may be used, but in cabinet
blasting is preferred.
627. SAFETY PRECAUTIONS. Operators should be adequately protected with complete face and head covering equipment, and provided with pure breathing air. Magnesium creates a fire hazard when abrasive blasted. Dry abrasive blasting of titanium alloys and high tensile strength steel creates sparking. Care should be taken to assure that no hazardous concentration of inflammable vapors exists. Static ground the dry abrasive blaster and the material to be blasted. a. The part to be blast cleaned should be removed from the aircraft, if possible. Otherwise, areas adjacent to the part should be masked or protected from abrasive impingement and system (hydraulic, oil, fuel, etc.) contamination. b. Parts should be clean of oil, grease, dirt, etc., and dry prior to blast cleaning. c. Close tolerance surfaces, such as bushings, bearing shaft, etc., should be masked. d. Blast clean only enough to remove corrosion coating. Proceed immediately with finishing requirement using surface treatments as required. 628 - 639 RESERVED.
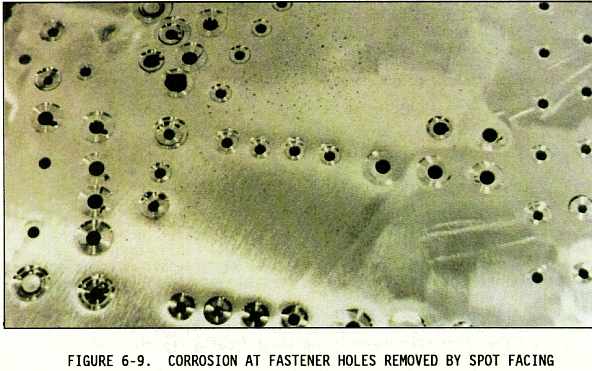
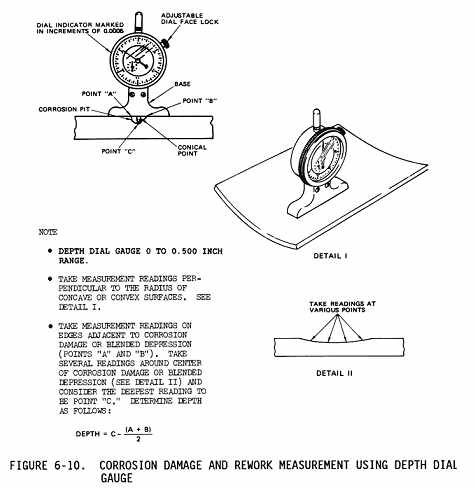
SECTION 4. CORROSION DAMAGE AND REWORK LIMITS 640. DISCUSSION. Corrosion evaluation will be required after general inspection and cleaning to determine the nature and extent of repair or rework. Local blending of corroded areas may be required to determine the total extent of the corrosion problem (see Figures 6-1, 6-2, 6-3 and 6-4). Corrosion damage classifications are defined as follows: a. Light corrosion. Characterized by discoloration or pitting to a depth of approximately 0.001 inch maximum. This type of damage is normally removed by light, hand sanding or a minimum of chemical treatment. b. Moderate corrosion. Appears similar to light corrosion except there may be some blisters or evidence of scaling and flaking. Pitting depths may be as deep as 0.010 inch. This type of damage is normally removed by extensive mechanical sanding. c. Severe corrosion. General appearance may be similar to moderate corrosion with severe blistering exfoliation and scaling or flaking. Pitting depths will be deeper than 0.010 inch. This type of damage is normally removed by extensive mechanical sanding or grinding. Severe corrosion damage beyond the limits of the aircraft structural repair manual will require FAA approved engineering authorization and may include the following typical corrosion repairs: trimming out of cracked and corroded areas (see Figure 6-8) or spot facing of fastener locations (see Figure 6-9). 641. REMOVAL OF CORROSION. There are two basic methods of corrosion removal, mechanical and chemical. The method used depends upon the type of structure, its location, the type and severity of corrosion, and the availability of maintenance equipment. Mechanical methods of corrosion removal are the most commonly used including: sanding, buffing, grinding, and section removal. Avoid the use of soft metal wire brushes (i.e., copper alloys) as residual traces of copper on cleaned metal will contribute to future corrosion. If brushes are used they should be stainless steel or nonmetallic. Mechanical methods of corrosion removal are used on all three levels of corrosion damage. Chemical methods of corrosion removal are limited to light corrosion and only in areas where the chemicals cannot migrate to other areas. 642. DETERMINING DEGREE OF CORROSION DAMAGE. Determine degree of corrosion damage (light, moderate, or severe) with a depth dial gauge, straight edge, or a molding compound. The depth of corrosion cannot be measured until all the corrosion is removed. Before measurements are made, visually determine if corrosion is in an area which has previously been reworked. If corrosion is in the recess of a faired or blended area, measure damage to include the material which has previously been removed. The following method outlines the process for taking measurements with the depth gauge. a. Remove loose corrosion products, if present. b. Position depth gauge as illustrated in Figure 6-10 and determine the measurement reading. NOTE: The base of the depth gauge should be flat against the undamaged surface on each side of the corrosion. When taking measurements on concave or convex surfaces, place the base perpendicular to the radius of the surface as shown in Figure 6-10. c. Take several additional depth readings. d. Select deepest reading as being the depth of the corrosion damage. 643. DETERMINING REWORK LIMITS. The maximum allowable amount of material removed from any damaged surface may be determined from criteria contained in the allowable damage limit chart in the manufacturer's repair manual. If no criteria is given, contact the aircraft manufacturer for cleanup limits. 644. DETERMINING MATERIAL THICKNESS REDUCTION AFTER CORROSION CLEANUP. The amount of material which may be removed from a part or panel during corrosion cleanup is usually available in the manufacturer's allowable damage limit charts. To ensure that the allowable limits are not exceeded, an accurate measurement should be made of the material removed or material thickness remaining in the reworked area. a. Measurement of panel thickness after rework can be made using an ultrasonic tester. This method requires a qualified NDI operator and suitable test standards for calibration. b. Measurement of the depth of blended pits (material removed) can be made using a depth dial gauge (see Figure 6-10). If the depth dial gauge will not work, clay impressions, liquid rubber, or other similar means which will give accurate results may be used to determine material removed. In the event that material removal limits have been exceeded, the area or part should be repaired or replaced. If replacement or repair criteria is not contained in the repair manual, contact the manufacturer or the FAA. 645 - 649 RESERVED.
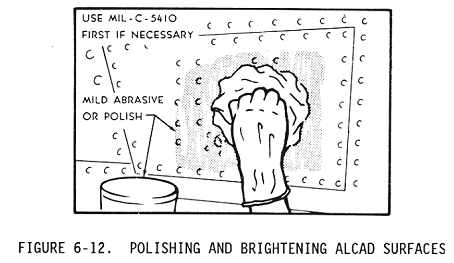
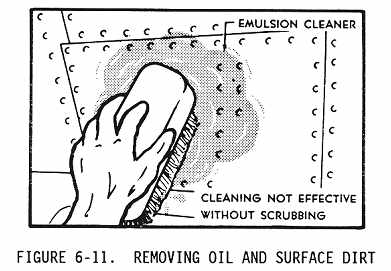
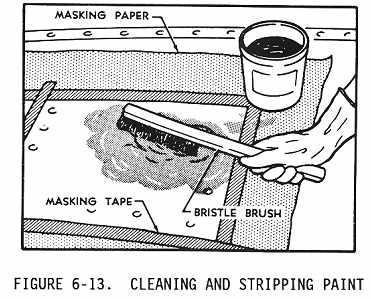
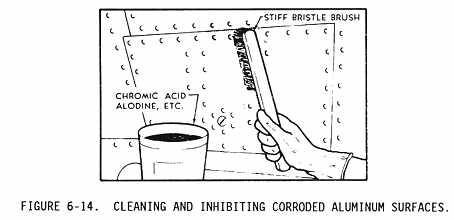
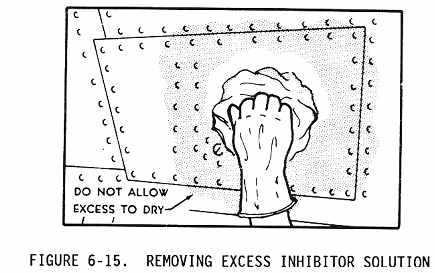
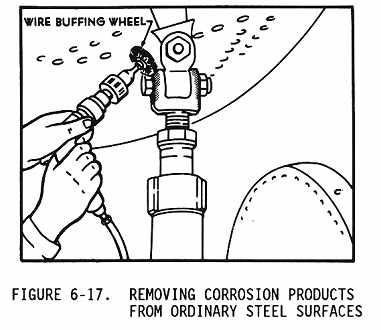
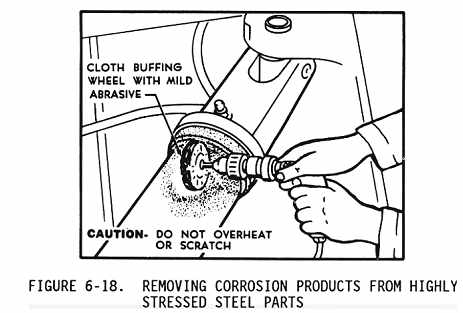
SECTION 5. ALUMINUM AND ALUMINUM ALLOYS 650. TREATMENT. In general, corrosion of aluminum can be more effectively treated in place rather than removing structural parts from the aircraft for corrosion treatment. Treatment includes the mechanical removal of the corrosion products, the inhibition of residual materials by chemical means, and the restoration of permanent surface coating. Details of treatment vary depending on whether the aluminum surfaces are to be left bare in use or are to be protected by paint coatings. 651. PROCESSING OF ALUMINUM SURFACES. a. Bare aluminum surfaces. While few unpainted aircraft are used under marine conditions, some general information is included on the nature of alclad surfaces and their treatment. Relatively speaking, pure aluminum has greater corrosion resistance than the stronger aluminum alloys. Advantage is taken of this by laminating a thin sheet of relatively pure aluminum, one to five mils thick, over the base higher strength aluminum alloy surface. The protection obtained is good, and the alclad surface can be maintained in a polished condition (see Figure 6-12). In cleaning such surfaces, however, care should be taken to prevent staining and marring of the exposed aluminum, and more important from a protection standpoint, to avoid unnecessary mechanical removal of the protective alclad layer and the exposure of more susceptible, but stronger, aluminum alloy base material. b. Additional processing of aluminum surfaces prior to paint finishes. Aluminum surfaces that are to be subsequently painted can be exposed to more severe cleaning procedures and can also be given more thorough corrective treatment prior to painting. Application of a paint finish requires proper prepaint treatment for good paint adhesion. c. Special treatment of anodized surfaces. Anodizing is the most common surface treatment of aluminum alloy surfaces. Tank processing is accomplished during manufacture or rework of a part or component and frequently prior to its fabrication from sheet stock. The aluminum sheet or casting is made as a positive pole in an electrolytic bath in which chromic acid or other oxidizing agents produce a supplemental protective oxide film on the aluminum surface. Aluminum oxide is naturally protective and anodizing merely increases the thickness and density of the natural oxide film. When this coating is damaged in service, it can only be partially restored by chemical surface treatment. Therefore, any processing of anodized surfaces should avoid unnecessary destruction of the oxide film. (1) Steel wool, steel wire brushes, copper alloy brushes, or severe abrasive materials should not be used on any aluminum surface. Aluminum wool, fiber bristle brushes, and mild abrasives are acceptable tools for cleaning anodized surfaces, but care should be exercised in any cleaning process to avoid unnecessary breaking of the protective film, particularly at the edges of the aluminum sheet (see Figures 6-11 and 6-13). (2) Tampico fiber brushes are preferred and are adequate to remove most corrosion. Producing a buffed or wire brush finish by any means should be prohibited. Take every precaution to maintain as much of the protective coating as practicable. Otherwise, treat anodized surfaces in the same manner as other aluminum finishes. Vacuum blasting is an acceptable corrosion removal method to remove surface corrosion. Vacuum blasting should not be used to remove intergranular corrosion. (3) Chemical conversion coating (Specification MIL-C-81706) is a chemical surface treatment used on aluminum alloys to inhibit corrosion and to provide a proper surface for paint finishing. d. Special processing of intergranular corrosion in heat treated aluminum alloy surfaces. Intergranular corrosion is usually more severe in heat treated aluminum alloys and is a corrosive attack along grain boundaries of the alloyed aluminum, where the grain boundaries differ from the metal within the grain. When in contact with an electrolyte, rapid corrosion occurs at the grain boundaries. In its most severe form, actual lifting of metal layers (exfoliation) occurs. The mechanical removal of all corrosion products and visible delaminated metal layers should be accomplished in order to determine the extent of the damage and to evaluate the remaining structural strength of the component. (1) Use metal scrapers, rotary files, or abrasive wheels to assure that all corrosion products are removed and that only structurally sound aluminum remains. NOTE: THE USE OF A ROTARY FILE IS RECOMMENDED ONLY FOR SEVERE INTERGRANULAR OR EXFOLIATION CORROSION REMOVAL. (2) Rotary files should be sharp to insure that they cut the metal without excessive smearing. A dull cutting tool will smear the metal over corrosion cracks or fissure and give the appearance that corrosion has been removed, when, in fact, it may not have been. (3) Carbide tip rotary files or metal scrapers should be utilized since they stay sharp longer. Abrasive blasting should not be used to remove intergranular corrosion. (4) Inspection with a 5 to 10 power magnifying glass or the use of dye penetrant will assist in determining if all unsound metal and corrosion products have been removed. (5) When complete removal of corrosion has been accomplished, blend or fair using a ratio of 20:1 (length to depth) in the area of corrosion removal. Blending, where required, can best be accomplished by using aluminum oxide impregnated, rubber base wheels. (6) Chemical conversion coat the exposed surfaces completely and restore paint coatings in the same manner as on any other aluminum surface (see Figures 6-14, 6-15, and 6-16). (7) Corrosion damage beyond the limits set in the structural repair manual should be repaired per a cognizant engineer or aircraft manufacturer's instructions that are FAA approved. 652. REPAIR OF ALUMINUM ALLOY SHEET METAL. After extensive corrosion removal, the following procedures should be followed: a. If water can be trapped in blended areas, chemical conversion coat and fill the blended area with structural adhesive or sealant to the same level and contour as the original skin. When areas are small enough that structural strength has not been significantly decreased, no other work is required prior to applying the protective finish. b. When corrosion removal exceeds the limits of the structural repair manual, contact a cognizant engineer or the aircraft manufacturer for repair instructions. c. Where exterior doublers are allowed, it is necessary to seal and insulate them adequately to prevent further corrosion. d. Doublers should be made from alclad, when available, and the sheet should be anodized (preferred) or chemical conversion coated after all cutting, drilling, and countersinking has been accomplished. e. All rivet holes should be drilled, countersunk, surface treated, and primed prior to installation of the doubler. f. Apply a suitable sealing compound, in the area to be covered by the doubler. Apply sufficient thickness of sealing compound to fill all voids in the area being repaired. g. Install rivets wet with sealant. Sufficient sealant should be squeezed out into holes so that all fasteners, as well as all edges of the repair plate, will be sealed against entrance of moisture. h. Remove all excess sealant after fasteners are installed. Apply a fillet sealant bead around the edge of the repair. After the sealant has cured apply the protective paint finish to the reworked area. 653. CORROSION REMOVAL AROUND COUNTERSUNK FASTENERS IN ALUMINUM ALLOY. Intergranular corrosion in aluminum alloys often originates at countersunk areas where steel fasteners are used. Removal of corrosion in a countersink is impossible to accomplish with the fastener in place. a. When corrosion is found around a fixed fastener head, the fastener must be removed to ensure corrosion removal. It is imperative that all corrosion be removed to prevent further corrosion and loss of structural strength. To reduce the reoccurrence of corrosion, the panel should receive a chemical conversion coating, be primed, and have the fasteners installed wet with sealant. b. Each time removable steel fasteners are removed from access panels, they should be inspected for material condition including the condition of the plating. If mechanical or plating damage is evident, replace the fastener. Upon installation, one of the following fastener installation methods should be followed: (1) Brush a corrosion preventive compound on the substructure around and in the fastener hole, start the fastener, apply a bead of sealant to the fastener countersink, and set and torque the fastener within the working time of the sealant (this is the preferred method); (2) Apply the corrosion preventive compound to the substructure and fastener, set and torque the fastener; or (3) Apply a coating of primer to the fastener, and while wet with primer set and torque the fastener. 654. EXAMPLES OF REMOVING CORROSION FROM ALUMINUM AND ALUMINUM ALLOYS. a. Prepare the aircraft for corrosion rework as provided in paragraph 612 and remove corrosion products as follows. Observe the work procedures of paragraph 601. b. Positively identify the metal as aluminum. c. Clean the area to be reworked. Strip paint if required. d. Determine extent of corrosion damage as covered in paragraph 642. To remove light corrosion, proceed with paragraph 654.e. To remove moderate or severe corrosion, proceed with paragraph 654.f. e. Remove light corrosion by hand rubbing the corroded surface with tools, abrasives or by chemical means as follows. Do not use the chemical removal process at temperatures above 100 °F or below 40 °F. (1) Protectively mask adjacent areas to prevent brighteners from contacting magnesium, anodized aluminum, glass, plexiglass, fabric surfaces, and all steel. Wear acid resistant gloves, protective mask, and protective clothing when working with corrosion removing compounds. If corrosion removing compounds accidentally contact the skin or eyes, flush off immediately with plenty of clear water. Refer to safety procedures in paragraph 600. (2) Dilute corrosion removing compound (Specification MIL-C-38334, Type I) with an equal volume of water. Mix the compound only in wood, plastic, or plastic lined containers. The diluted solution of corrosion removing compound may be applied by flowing, mopping, sponging, brushing, or wiping. (3) Apply diluted solution to large areas with a circular motion to disturb the surface film and ensure proper coverage. The diluted solution should be applied starting at the lowest area and working upwards. The solution will be more effective if applied warm (140 °F maximum) followed by vigorous agitation with a nonmetallic, acid resistant brush or aluminum oxide abrasive nylon mat. (4) Leave the solution on surface for approximately 12 minutes. Do not allow solution to dry on surface, as streaking will result. (On large exterior surfaces, remove solution by high pressure water rinse.) (5) Wipe off solution with a clean, moist cloth; frequently rinse the cloth in clear water. Wipe the area several additional times with a fresh cloth dampened and rinsed frequently in clear water. (6) Dry the area with a clean, dry cloth and inspect for corrosion. (7) Repeat the procedure outlined in paragraph 654.e. if any corrosion remains. NOTE: IF CORROSION STILL REMAINS AFTER THE SECOND ATTEMPT, MECHANICALLY REMOVE CORROSION AS DETAILED IN PARAGRAPH 654.f. OF THIS CHAPTER. (8) After all corrosion has been removed, proceed with paragraph 654.f.(4). f. Mechanically remove moderate or severe corrosion by the appropriate methods as follows. NOTE: WEAR GOGGLES OR FACE SHIELD TO PROTECT AGAINST CORROSION PARTICLES THAT BREAK LOOSE AND FLY OFF. PROTECT ADJACENT AREAS TO PREVENT ADDITIONAL DAMAGE FROM CORROSION PRODUCTS REMOVED DURING MECHANICAL REMOVAL. (1) Remove loose corrosion products by hand rubbing the corroded surface with tools or abrasives. Dry abrasive blasting using glass beads (Specification MIL-G-9954) sizes 10, 11, 12, 13, or grain abrasive (Specification MIL-G-5634) types I and III, may be used as an alternate method of removing corrosion from clad and nonclad aluminum alloys. Abrasive blasting should not be used to remove heavy corrosion products. Direct pressure machines should have the nozzle pressure set at 30 to 40 psi for clad aluminum alloys and 40 to 45 psi for nonclad aluminum alloys. Engineering approval from the aircraft manufacturer should be obtained prior to abrasive blasting metal thinner than 0.0625 inch. (2) Remove residual corrosion by hand sanding or with an approved hand-operated power tool. Corrosion removal using power tools is generally done with flapbrush, rotary file, sanding pad, or abrasive wheel attachments. Rotary files should not be used on skin thinner than 0.0625. Select an appropriate abrasive from Table 6-1. (3) Using a blend ratio of 20:1 (length to depth) blend and finish the corrosion rework area with progressively finer abrasive paper until 400 grit abrasive paper is used. (4) Clean reworked area using dry cleaning solvent; do not use kerosene. (5) Determine depth of faired depressions to ensure that rework limits have not been exceeded. (6) Apply a chemical conversion coating to the corrosion rework area. (7) Apply paint finish to the corrosion rework area. 655 - 659 RESERVED. {p170 through 180 blank} SECTION 6. MAGNESIUM ALLOYS 660. TREATMENT OF WROUGHT MAGNESIUM SHEETS AND FORGINGS. Corrosive attack on magnesium skins will usually occur around edges of skin panels, underneath holddown washers, or in areas physically damaged by shearing, drilling, abrasion, or impact. Entrapment of moisture under and behind skin crevices is frequently a contributing factor. If the skin section can be easily removed, this should be accomplished in order to assure complete inhibition and treatment. a. Complete mechanical removal of corrosion products should be practiced when practicable. Such mechanical cleaning shall normally be limited to the use of stiff bristle brushes and similar nonmetallic cleaning tools, particularly during treatment in place under field conditions. b. Any entrapment of steel particles from steel wire brushes, steel tools, or contamination of treated surfaces by dirty abrasives, can cause more trouble than the initial corrosive attack. c. When aluminum insulating washers are used and they no longer adhere to magnesium panels, corrosion is likely to occur under the washers if corrective measures are not taken. (1) When machine screw fasteners are used, they should be removed from all loose insulating washer locations in order to surface treat the magnesium panel. (2) Where permanent fasteners other than machine screws are used, the insulating washer and fastener should be removed to ensure complete corrosion removal. (3) When located so that water can be trapped in the counterbored area where the washer was located, use sealants to fill the counterbore. If necessary to fill several areas adjacent to each other, it may be advantageous to cover with a strip of sealant. 661. REPAIR OF MAGNESIUM SHEET METAL AFTER EXTENSIVE CORROSION REMOVAL. The same general instructions apply when making repairs in magnesium as in aluminum alloy skin, except that two coats of epoxy primer may be required on both the doubler and skin being patched instead of only one coat. Where it is difficult to form magnesium alloys in the contour, aluminum alloy may be utilized. When this is done, it is necessary to insure effective dissimilar metal insulation. Vinyl tape will insure positive separation of dissimilar metals, but edges will still have to be sealed to prevent entrance of moisture between mating surfaces at all points where repairs are made. It is recommended that only noncorrosive type sealant be used, since it serves a dual purpose of material separation and sealing. 662.IN PLACE TREATMENT OF MAGNESIUM CASTINGS. Magnesium castings, in general, are more porous and more prone to penetrating attack than wrought magnesium skin. However, treatment in the field is, for all practical purposes, the same for all magnesium areas. Engine cases are among the most common examples of cast magnesium encountered in modern aircraft. Bellcranks, fittings, and numerous covers, plates, and handles may also be magnesium castings. When attack occurs on a casting, the earliest practicable treatment is required if dangerous corrosive penetration is to be avoided. Engine cases in salt water can develop "moth holes" and complete penetration overnight. a. If it is at all practicable, faying surfaces involved should be separated in order to effectively treat the existing attack and prevent its further progress. The same general treatment sequence detailed for magnesium skin should be followed. Where engine cases are concerned, baked enamel overcoats are usually involved rather than other topcoat finishes. A good air drying enamel can be used to restore protection. b. If extensive removal of corrosion products from a structural casting is involved, a decision from the aircraft manufacturer may be necessary in order to evaluate the adequacy of structural strength remaining. Structural repair manuals usually include dimensional tolerance limits for critical structural members. The FAA should be consulted if any questions of safety are involved. 663. EXAMPLE OF REMOVING CORROSION FROM MAGNESIUM. If possible, corroded magnesium parts should be removed from aircraft. When impossible to remove the part, make aircraft preparations detailed in paragraph 612. When using that procedure, observe the safety precautions and procedures of paragraph 600. a. Positively identify metal as magnesium. (Refer to paragraph 618) b. Clean area to be reworked. c. Strip paint if required. d. Determine extent of corrosion damage as detailed in paragraph 642. To remove light corrosion, proceed with paragraph 663.e. To remove moderate or severe corrosion, proceed with paragraph 663.f. e. Remove light corrosion by light hand sanding or chemically, as follows. Do not use the following procedure for adhesive bonded parts or assemblies, areas where the brush on solution might become lodged, or local areas bared specifically for grounding or electrical bonding purpose. (1) Remove loose corrosion with aluminum wool or abrasive mat, paper, or cloth. (2) Mask off other materials and parts, especially rubber parts, bearings, and cast or pressed inserts to prevent contact with the treating solution or its fumes. (3) Prepare corrosion treating solution in the following proportions: 1 1/2 pounds of sodium dichromate and 1 1/2 pints of concentrated nitric acid (HNO3) per gallon of water. Mix as follows, but prepare and store the solution in clean polyethylene or glass containers: (i) Fill a suitable container with a volume of water equal to 1/4 the desired total quantity of solution. (ii) Add full quantity of sodium dichromate in proportions indicated and agitate solution until the chemical is dissolved. (iii) Add water until quantity of solution is equal to approximately 2/3 the desired total quantity. (iv) Slowly add total volume of nitric acid (HNO3) to solution and mix thoroughly. (v) Add remaining water until total desired quantity of solution is reached and stir until entire solution concentration is equal. (4) Remove remaining corrosion by swabbing the corroded surface 1 to 2 minutes with the nitric acid (HNO3) solution, then wipe dry. (5) Rinse thoroughly with clean water while scrubbing with a mop, brush, or abrasive mat and wipe dry. (6) Repeat the preceding sequence, as necessary, until all corrosion has been removed. (7) After all corrosion has been removed, proceed with paragraph 663.g. f. Mechanically remove moderate or severe corrosion. Wear goggles or a face shield to preclude injury from corrosion particles breaking loose and flying off. Protect adjacent areas to prevent additional damage from corrosion products removed when using this procedure. NOTE: DO NOT USE CARBON STEEL WIRE BRUSHES OR SILICONE CARBIDE ABRASIVES ON MAGNESIUM. (1) Remove heavy corrosion products by hand brushing with a stainless steel or fiber brush followed by vacuum abrasive blasting with glass beads, (Specification MIL-G-9954) sizes 10, 11, 12, 13; or grain abrasive (Specification MIL-G-5634) Types I or III. An air pressure at the nozzle of 10 to 35 psi should be used for direct pressure machines. For suction type blast equipment, use 50 percent higher pressure. (2) Remove residual corrosion by hand sanding or with approved hand operated power tool. (3) After removing all corrosion visible through a magnifying glass, apply corrosion treating solution. g. Fair depressions resulting from rework using a blend ratio of 20:1. Clean rework area using 240 grit abrasive paper. Smooth with 300 grit and final polish with 400 grit abrasive paper. h. Determine depth of faired depressions to ensure that rework limits have not been exceeded. i. Clean reworked area using a solvent to provide a water breakfree surface. Do not use kerosene. j. Prepare and apply magnesium conversion coat conforming to MIL-M-3171, TYPE VI (DOW-19) as follows: (1) Measure 1 gallon of distilled water into a clean polyethylene or glass container. (2) Add 1.3 ounces (dry) of chromium trioxide or 1.3 ounces of technical grade chromic acid. (3) Add 1 ounce of calcium sulfate dehydrate (CaSO4.2H2O) (4) Vigorously stir for at least 15 minutes to ensure that the solution is saturated with calcium sulfate. (Let chromate solution stand for 15 minutes prior to decanting.) (5) Prior to use, decant solution (avoid transfer of undissolved calcium sulfate) into suitable usage containers (polyethylene or glass). (6) Apply solution by swabbing until the metal surface becomes a dull color (the color can vary from green-brown, brassy, yellow-brown to dark brown). Under optimum conditions of temperature at 70 °F or above and fresh materials, the time required to properly apply magnesium pretreatment is usually 1 to 5 minutes. Under these conditions, 1 to 2 minutes of treatment should produce a brassy film, and 3 to 5 minutes a dark brown coating. Under adverse conditions, and if the desired specified finish color is not produced in the specified time, the treatment may have to be prolonged up to 20 to 30 minutes in some instances until the proper finish is effected. For good paint adhesion, a dark brown color, free of powder, is considered best. The color may vary in using different vendors' materials. Too long exposure to the brush on solution produces a coating which will powder and impair adhesion of applied paint finish/films. Use caution in swabbing on the solution. Severe rubbing of the wet surface will damage the coating. NOTE: HIGH PRESSURE SPRAYING OR RUBBING ABRASION WILL DAMAGE THE FRESH COATING. (7) Rinse with clean water, then allow to dry at ambient temperature for a minimum of 1 hour (more in high humidity areas). k. Apply primer and topcoat finish. l. Remove masking and protective covering. 664 - 669 RESERVED. {p186 through p190 blank} SECTION 7. FERROUS METALS 670. GENERAL. One of the most familiar kinds of corrosion is red iron rust, generally resulting from atmospheric oxidation of steel surfaces. Some metal oxides protect the underlying base metal, but red rust is not a protective coating. Its presence actually promotes additional attack by attracting moisture from the air and acting as a catalyst in causing additional corrosion to take place. a. Red rust first shows on bolt heads, holddown nuts, and other unprotected aircraft hardware. Red rust will often occur under nameplates which are secured to steel parts. Its presence in these areas is generally not dangerous and has no immediate effect on the structural strength of any major components. However, it is indicative of a general lack of maintenance and possible attack in more critical areas. b. When paint failures occur or mechanical damage exposes highly stressed steel surfaces to the atmosphere, even the smallest amount of rusting is potentially dangerous in these areas and should be removed and controlled. 671. MECHANICAL REMOVAL OF IRON RUST. The most practicable means of controlling the corrosion of steel is the complete removal of corrosion products by mechanical means (see Figures 6-17 and 6-18). On high strength steel, corrosion removal by hand sanding is recommended. The use of powered tools is not recommended on high strength steel because of the danger of local overheating and the formation of notches which could lead to failure. However, it should be recognized that in any such use of abrasives, residual iron rust usually remains in the bottom of small pits and other crevices. a. The best method to use on exterior surfaces is abrasive blasting which has the ability of removing nearly all rust. b. Paint the cleaned metal surface as soon as possible after corrosion removal, and in any event do not allow the surface to become wet before painting. 672. CHEMICAL SURFACE TREATMENT OF STEEL SURFACES. NOTE: CHEMICAL SURFACE TREATMENT SHALL NOT BE USED ON HIGH STRENGTH STEEL PARTS WITHOUT ENGINEERING AUTHORIZATION. a. There are acceptable methods for converting iron rust to phosphates and other protective coatings. Parco Lubrizing and use of phosphoric zinc preparations are examples of such treatment. However, these processes require shop installed hot tanks and are impracticable for use in the field. b. Other preparations (i.e. phosphoric acid, naval jelly, etc.) are effective rust converters where tolerances are not critical and where thorough rinsing and neutralizing of residual acid is also possible. c. These situations are generally not applicable to assembled aircraft and use of chemical inhibitors on installed steel parts is not only undesirable, but very dangerous. The possibility of entrapping of corrosive solutions, resulting in uncontrolled attack which could occur when such materials are used under field conditions, outweighs any advantage to be gained from their use. 673. REMOVAL OF CORROSIVE PRODUCTS FORM HIGH STRESSED STEEL PARTS. Do not use wire brushes on high stressed steel parts. Any corrosion on the surface of a highly stressed steel part is potentially dangerous, and the careful removal of corrosion products is mandatory. Surface scratches or change in surface structure from overheating can cause sudden failure of these parts. Removal of corrosion products may be accomplished by careful use of mild abrasive papers, such as fine grit aluminum oxide, or fine buffing compounds, such as rouge, on cloth buffing wheels. a. It is essential that steel surfaces not be overheated. b. Abrasive blasting is also a satisfactory corrosion removal method for high strength steel located on aircraft exteriors. c. After careful removal of surface corrosion, protective paint finishes should be applied immediately. 674. SPECIAL TREATMENT OF STAINLESS STEEL ALLOYS. Do not use chemical cleaners on stainless steels. Stainless steels are of two general types: magnetic and nonmagnetic. Magnetic steels are of the ferritic or martensitic types and are identified by numbers in the 400 series. Corrosion often occurs on 400 series stainless steels and treatment is the same as specified in paragraph 673. Nonmagnetic steels are of the austenitic type and are identified by numbers in the 300 series. They are much more corrosion resistant than the 400 series steels, particularly in a marine environment. a. Austenitic steels develop corrosion resistance by an oxide film which should not be removed even though the surface is discolored. The original oxide film is normally formed at time of fabrication by passivation. If this film is broken accidentally or by abrasion, it may not restore itself without repassivation. b. If any deterioration or corrosion does occur on austenitic steels, and the structural integrity or serviceability of the part is affected, it will be necessary to remove the part. 675. EXAMPLE OF PROCESS FOR REMOVAL OF CORROSION FROM STEEL PARTS. If possible, corroded steel parts should be removed from the aircraft. When impossible to remove the part, observe the aircraft preparations and safety precautions in paragraph 601, 602, and 603. Chemical removal or chemical conversion coatings are not allowed on steel parts. a. Positively identify the metal as steel as detailed in paragraph 617 and establish its heat treated value. b. Clean area to be reworked. CAUTION: DO NOT USE ACID BASED STRIPPERS ON HIGH STRENGTH STEEL PARTS. c. Strip paint if required. d. Remove all degrees of corrosion damage from steels heat treated below 220,000 psi as required by paragraph 655.e. Corrosion removal on steels treated to 220,000 psi and above should be accomplished only by hand sanding or dry abrasive blasting. (Refer to section 6 of this chapter.) e. Mechanically remove all degrees of corrosion from steel parts heat treated below 220,000 psi as follows. CAUTION: USE GOGGLES OR FACE SHIELD TO PRECLUDE INJURY FROM FLYING PARTICLES. PROTECT ADJACENT AREAS TO PREVENT ADDITIONAL DAMAGE FROM CORROSION PRODUCTS REMOVED BY MECHANICAL PROCESS. (1) Remove heavy deposits of corrosion products using a stainless steel hand brush. Abrasive blasting may be used as an alternate method of corrosion removal. Abrasive blasting should be accomplished using aluminum oxide (Specification MIL-G-21380) Type I, Grades A or B, grit sizes 25, 50, or 120; or No. 13 glass beads (Specification MIL-G-9954). An air pressure at the nozzle of 40 to 50 psi should be used for direct pressure machines when removing corrosion by abrasive blasting. Engineering approval from the aircraft manufacturer should be obtained prior to abrasive blasting metal thinner than 0.0625 inch. (2) Remove residual corrosion by hand sanding or with approved hand operated power tool. (3) The surface is highly reactive immediately following corrosion removal; consequently, primer coats should be applied within 1 hour after sanding. After removing all corrosion visible through a magnifying glass, continue with paragraph 675.f. f. Fair depressions resulting from rework using a blend ratio of 20:1. Clean rework area using 240 grit abrasive paper. Smooth with 300 grit and final polish with 400 grit abrasive paper. g. Determine depth of faired depressions as required to ensure that rework limits have not been exceeded. h. Clean reworked area with dry, cleaning solvent. Do not use kerosene. i. Apply protective finish or specific organic finish as required. j. Remove masking and protective covering. 676 - 679 RESERVED. {p196 through p200 blank} SECTION 8. PLATED PARTS 680. CHROMIUM AND NICKEL PLATED PARTS. Nickel and chromium platings are used extensively as protective and wear resistant coatings over high strength steel parts (landing gear journals, shock strut pistons, etc.). Chromium and nickel plate provide protection by forming a somewhat impervious physical coat over the underlying base metal. When breaks occur in the surface, the protection is destroyed. a. The amount of reworking that can be performed on chromium and nickel plated components is limited. This is due to the critical requirements to which such components are subjected. b. The rework should consist of light buffing to remove corrosion products and produce the required smoothness. This is permissible, provided the buffing does not take the plating below the minimum allowable thickness. c. Whenever a chromium or nickel plated component requires buffing, coat the area with a corrosion preventive compound, if possible. d. When buffing exceeds the minimum thickness, or the base metal has sustained corrosive attack, the component should be removed and replaced. e. The removed component can be restored to serviceable condition by having the old plating completely stripped and replated in accordance with acceptable methods and specifications. 681. CADMIUM AND ZINC PLATED PARTS. Cadmium plating is used extensively in aircraft construction as a protective finish over both steel and copper alloys. Protection is provided on a sacrificial basis in which the cadmium is attacked rather than the underlying base material. Properly functioning cadmium surface coatings may well show mottling, ranging from white to brown to black spots on their surfaces. These are indicative of the sacrificial protection being offered by the cadmium coat, and under no condition should such spotting be removed merely for appearance's sake. In fact, cadmium will continue to protect even when actual breaks in the coating develop and bare steel or exposed copper surfaces appear. a. Where actual failures of the cadmium plate occur and the initial appearance of corrosion products of the base metal develops, some mechanical cleaning of the area may be necessary but should be limited to removal of the corrosion products from the underlying base material. b. Under no condition should such a coating be cleaned with a wire brush. If protection is needed, a touchup with primer or a temporary preservative coating should be applied. Restoration of the plate coating is impracticable in the field. c. Zinc coatings offer protection in an identical manner to cadmium, and the corrective treatment for failure is generally the same as for cadmium plated parts. However, the amount of zinc on aircraft structures is very limited and usually does not present a maintenance problem. 682 - 689 RESERVED. {p203 through p210 blank} SECTION 9. OTHER METALS AND ALLOYS 690. NOBLE METAL COATINGS - CLEANUP AND RESTORATION. Silver, platinum, and gold finishes are generally used in aircraft assemblies because of their resistance to ordinary surface attack and their improved electrical or heat conductivity. Silver plated electrodes can be cleaned of brown or black sulfide tarnish, as necessary, by placing them in contact with a piece of magnesium sheet stock while immersed in a warm water solution of common table salt mixed with baking soda or by using a fine grade abrasive mat or pencil eraser followed by solvent cleaning. If assemblies are involved, careful drying and complete displacement of water is necessary. In general, cleaning of gold or platinum coatings is not recommended in the field. 691. COPPER AND COPPER ALLOYS. Copper and copper alloys are relatively corrosion resistant, and attacks on such components will usually be limited to staining and tarnish. Generally, such change in surface condition is not dangerous and should ordinarily have no effect on the function of the part. However, if it is necessary to remove such staining, a chromic acid solution of 8 to 24 ounces per gallon of water containing a small amount of battery electrolyte (not to exceed 50 drops per gallon) is an effective brightening bath. Staining may also be removed using a fine grade abrasive mat or pencil eraser followed by solvent cleaning. a. The stained part should be immersed in the cold solution. However, surfaces can also be treated in place by applying the solution to the stained surface with a small brush. b. Care should be exercised to avoid any entrapment of the solution after treatment. The part should be cleaned thoroughly following treatment with all residual solution removed. c. Serious copper corrosion is evident by the accumulation of green to blue copper salts on the corroded part. These products should be removed mechanically using a stiff bristle brush, brass wire brush, 400 grit abrasive paper or bead blast with glass beads, (Specification MIL-G-9954, size 13). When bead blasting, air pressure at the nozzle should be 20 to 30 psi for direct pressure machines. Do not bead blast braided copper flexible lines. A surface coating should be reapplied over the reworked area. Again, chromic acid treatment will tend to remove the residual corrosion products. d. Most brass and bronze structural parts will be protected by cadmium surface plate. The mottling of the protective cadmium coat should not be removed, and mechanical surface cleaning should not be attempted unless actual copper corrosion products are beginning to appear. Under these conditions, any mechanical removal of the protective cadmium should be held to a minimum and limited to the immediate area of the copper attack. 692. TITANIUM ALLOYS. Titanium and its alloys are highly corrosion resistant because a protective oxide film forms on their surfaces upon contact with air. When titanium is heated, different oxides having different colors form on the surface. A blue oxide coating will form at 700 to 800 °F; a purple oxide at 800 to 950 °F; and a gray or black oxide at 1,000 °F or higher. Corrosive attack on titanium surfaces is difficult to detect. It may show deterioration from the presence of salt deposits and metal impurities at elevated temperatures so periodic removal of surface deposits is required. a. Clean titanium surfaces until all traces of corrosion or surface deposits are removed using one of the following: (1) Stainless steel wire brush; (2) Hand sand with aluminum oxide abrasive paper or abrasive mat; (3) Dry blast with glass beads, (Specification MIL-G-9954) sizes 10, 11, 12, or 13, or aluminum oxide (Specification MIL-G-21380 Type I) grades A or B, using 40 to 50 psi air pressure at the nozzle for direct pressure machines; or (4) Hand polish with aluminum polish and soft cloth. b. Chlorinated Hydrocarbon cleaners should not be used on titanium alloys which are subject to elevated temperatures in service. Such solvents can cause stress corrosion in titanium. 693 - 699 RESERVED. {p213 through p220 blank} |
||
| ©AvStop Online Magazine Contact Us Return Home |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}