|
|||||||||||

|
|
|
|||
|
|
||||
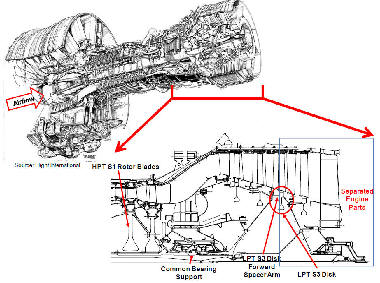 |
May 28, 2010 — The National Transportation Safety Board (NTSB) has identified a critical safety issue with General Electric Company (GE) CF6-45/-50 series turbofan engine low pressure turbine (LPT) stage 3 (S3) disks that requires immediate action. The investigations of several recent uncontained LPT S3 disk failures have determined that the CF6-45/-50 engine LPT S3 disk, a critical, life-limited rotating engine part, can fail unexpectedly when excited by high pressure (HP) rotor unbalance vibration resulting from localized high pressure turbine (HPT) blade material loss.
|
|||
|
|
||||
|
On July 4, 2008, a
Saudi Arabian Airlines (Saudia) Boeing 747-300 experienced an
uncontained failure of its GE CF6-50 No. 1 engine, during initial climb
after takeoff from
According to the
captain, the fluctuations continued during the initial climb, and, about
1 minute later, at about 1,100 feet above ground level (agl), the
engine’s low oil pressure warning illuminated, and the oil quantity
indicator read zero. The flight crew shut down the engine, dumped fuel,
returned to the airport, and accomplished an uneventful landing. |
||||
|
Postflight
inspection of the airplane found that the aft end of the No. 1 engine
was missing and that airplane damage, including penetration of the
airplane’s left wing and flaps, was consistent with impact from parts
exiting the engine. Examination of the No. 1 engine found that the
engine’s LPT S3 disk had separated at the forward spacer arm and that
all components aft of the separation were missing. Most of the missing
engine components were recovered about 2 1/2 miles from the departure
end of the runway.
The forward and
aft portions of the LPT S3 disk were examined. The disk had separated at
the fillet radius between the forward spacer arm and the rim forward
face. Metallurgical examination of undamaged areas of the disk fracture
surfaces found fatigue cracks initiating around the inner diameter of
the spacer arm from sites spaced about 0.1 inch to 0.2 inch apart.
The cracks had
propagated rapidly through the spacer arm thickness and exhibited
high-stress, high-cycle fatigue, termed high-amplitude fatigue (HAF),
consistent with a high-amplitude per-revolution stimulus. The cracks
joined to form a single circumferential crack, which led to the 360°
fracture and disk separation.
A postincident
video borescope inspection (BSI)5 of the engine’s HPT revealed that
three HPT stage one (S1) blades over a nine-blade sector were missing
airfoil material equivalent to about 1.8 blades. This amount of
localized blade material loss can result in a significant increase in
the eccentricity of the rotor mass center relative to its axis of
rotation (rotor unbalance).
On March 26, 2009,
an Arrow Cargo McDonnell Douglas DC-10F experienced an uncontained
failure of its No. 2 GE CF6-50 engine. There were no injuries. The
airplane was operating under the provisions of 14 Code of Federal
Regulations Part 121 as a regularly scheduled cargo flight from
According to
flight crew reports and flight data recorder information, about 30
minutes after takeoff, about 8,000 feet agl, the airplane’s No. 2 engine
began to lose oil pressure and N1 decreased. The pilots shut down the
engine and diverted to
Postflight
inspection found that the aft end of the No. 2 engine was missing and
that there was impact and tearing damage to the airplane’s horizontal
stabilizers, tail strut, elevator, and rudder. A teardown examination of
the Arrow Cargo engine found that the LPT S3 disk had fractured 360° at
the fillet radius between the forward spacer arm and the rim forward
face and that all components aft of the LPT S3 nozzles were missing. The
liberated engine parts impacted a densely populated area, and 22 homes
were reported damaged.
Metallurgical
examination of the LPT S3 disk fracture surfaces revealed HAF cracks
over approximately 90 percent of the fracture, consistent with a
high-amplitude per-revolution stimulus. The remaining 10 percent of the
fracture showed overstress features. Cracks propagated from initiation
sites spaced about 0.1 inch to 0.2 inch around the inner circumference
of the spacer arm and joined to form a single circumferential crack,
leading to disk separation. Inspection of the HPT rotor found that one
HPT S1 blade was missing about 85 percent of its airfoil.
On December 17,
2009, a Jett8 Cargo Boeing 747-200F airplane, registration 9V-JEB,
experienced an uncontained failure of its No. 4 CF6-50 engine in
Noting rapidly
decreasing No. 4 engine oil pressure and N1, the crew performed the
engine failure checklist and returned to land the airplane at
Post-event
inspection found that the aft end of the No. 4 engine was missing and
that the lower right wing/pylon, the aft right cargo door, and the
vertical stabilizer exhibited damage consistent with impact from
high-energy parts. An inspection of the No. 4 engine found that the
engine’s LPT S3 disk had separated at the forward spacer arm and that
all components aft of the separation were missing. In addition,
localized HPT blade deterioration was observed in a video of a BSI
provided by the Air Accident Investigation Bureau of Singapore. The NTSB
is participating in this investigation.
On April 10, 2010,
an ACT Cargo Airbus A300B4 experienced an uncontained failure of its No.
2 CF6-50 engine while accelerating for takeoff at
The NTSB is
coordinating teardowns and inspections of the Jett8 Cargo and the ACT
Cargo engines in order to gain more insight into the failures.
HPT rotor blades
are expected to deteriorate (lose blade airfoil material) between
overhaul intervals due to the operating stresses they experience. The
blade material loss is usually symmetrical and does not significantly
affect rotor balance. However, when the blade material loss is
localized, detrimental rotor unbalance will occur, resulting in
synchronous, per-revolution vibration.
According to GE,
when sufficient HP rotor unbalance occurs in the CF6-45/-50 engine, the
resulting synchronous vibration forces can interact with the low
pressure (LP) rotor system through a common bearing support and excite a
bladed-disk mode response8 in the LPT S3 disk.
The resonant
frequency experienced by the LPT S3 disk in this mode will result in
forward spacer arm bending loads that exceed the fatigue limit of the
material, which then causes HAF cracks to initiate. The individual
cracks can link together, forming a circumferential crack that results
in separation of the aft section of the LP rotor. The separated rotor
section will penetrate the engine case, releasing high-energy debris.
The structural failure of the engine case will result in the liberation
of all case-supported components aft of the fracture.
The CF6 LPT S3
disk resonance response to HP rotor unbalance was first identified in
the GE CF6-6 engine, which shares the CF6-45/-50 type certificate. The
CF6-6 experienced four uncontained LPT S3 disk forward spacer arm
separations between 1975 and 1978 due to HP rotor unbalance.
As a result, GE
redesigned the CF6-6 LPT S3 disk so that an HP rotor unbalance condition
would not excite the LPT S3 disk and result in disk failure. The CF6-50
engine has experienced 12 instances of LPT S3 disk forward spacer arm
cracking since 1973. Eight of the cracked CF6-50 disk forward spacer
arms were discovered during shop-level inspections when LPTs were
disassembled for unrelated reasons, such as engine model conversion or
the replacement of life-limited parts. In the remaining cases, all of
which are cited above, disk cracks progressed to failure, leading to
in-service uncontained engine failures.
Airplane
maintenance manuals (AMMs) require inspection of CF6-45/-50 HP rotor
blades every 450 flight cycles as part of the engine hot section BSI.
However, the Saudia LPT S3 disk failure occurred about 216 flight cycles
after the engine’s last hot section BSI, and the Arrow Cargo LPT S3 disk
failure occurred about 350 flight cycles after the engine’s last hot
section BSI,10 indicating that a 450 cycle hot section BSI interval was
not adequate to detect HPT blade deterioration that can result in
catastrophic LPT S3 disk failure.
On August 28,
2009, GE issued CF6-45/-50 SB 1307, which recommended that operators of
CF6-45/-50-powered airplanes conduct an HPT rotor blade BSI every 200 or
fewer flight cycles to detect HPT rotor blade material loss earlier,
thus potentially preventing unbalance conditions from occurring.
The Jett8 Cargo
LPT S3 disk failure in December 2009 occurred about 185 flight cycles
after the engine’s last hot section BSI. On March 17, 2010, the FAA
issued immediate Airworthiness Directive (AD) 2010-06-15, effective
April 1, 2010, which requires that CF6-45/-50 HPT rotor blades be
subjected to a BSI for excessive HPT rotor blade material loss or damage
within 50 flight cycles, repetitive BSIs every 175 flight cycles, and,
if excessive HPT blade material loss is found, a fluorescent penetrant
inspection (FPI)11 of the LPT S3 disk before further flight.
However, the most
recent event, which occurred on April 10, 2010, suggests that the
current interim measures are not adequate to prevent uncontained
CF6-45/-50 LPT S3 disk separations. A review of airplane records
indicated that the ACT Cargo engine had been maintained in accordance
with GE SB 1307 since November 2009.
In addition, the
records indicated that an HPT BSI was performed fewer than 50 flight
cycles before the LPT S3 disk failure and that no HPT blade material
loss was noted. On May 10, 2010, GE issued revision 1 of SB 1307, which
recommends an HPT BSI every 75 flight cycles or, if the operator adopts
and maintains additional repetitive maintenance and inspection criteria,
every 350 flight cycles.
The NTSB concludes
that the current CF6-45/-50 engine HPT rotor blade BSI interval is not
adequate and must be further reduced to detect HPT blade material loss
before an HPT unbalance condition can result in an uncontained LPT S3
disk failure. The NTSB believes that BSIs must be performed at an
interval such that if undetectable blade loss begins and continues to
progress, there is still time to potentially identify the HPT blade loss
at the next BSI before an uncontained event is a possibility.
Therefore, because
of the potential for catastrophic damage to the airplane and passengers
from an uncontained engine failure, the NTSB recommends that the FAA
immediately require operators of CF6-45/-50-powered airplanes to perform
HPT rotor blade BSIs every 15 flight cycles until the LPT S3 disk is
replaced with a redesigned disk that can withstand the unbalance
vibration forces from the HP rotor.
The CF6-45/-50
engine manual requires an FPI of the LPT S3 disk whenever the disk is
exposed during rotor disassembly. However, the LPT rotor is not
disassembled during every engine shop visit. Since December 2008, the
CF6-45/-50 engine manual has required an LPT S3 disk FPI to detect HAF
cracks at the forward spacer arm that may have resulted from vibration
forces, if the reason for engine removal includes a report of excessive
HP rotor vibration.
However, HP rotor
vibration was not reported in the 12 instances where LPT S3 disk HAF
cracks were identified either in shop-level inspections or in the
uncontained LPT S3 disk failures. Thus, it is unlikely that vibration
would be reported in other cases of HPT unbalance that would lead to an
LPT S3 disk failure. In addition, GE recently revised the CF6-45/-50
engine manual LPT S3 disk rejection criteria and disk cleaning
requirements to improve the detectability of HAF cracks on the forward
spacer arm.
As a result, some
in-service LPT S3 disks have not been inspected in accordance with this
improved inspection criteria. The NTSB concludes that there may be LPT
S3 disks in service that were exposed to HP rotor unbalance conditions
but not inspected to the latest engine manual standards and that, as a
result, these disks may have accumulated forward spacer arm HAF damage,
making them more susceptible to HPT rotor unbalance. Therefore, the NTSB
recommends that the FAA require operators of CF6-45/-50-powered
airplanes to perform FPI inspections of CF6-45/-50 LPT S3 disks at every
engine shop visit until the LPT S3 disk is replaced with a redesigned
disk that can withstand the unbalance vibration forces from the HP
rotor.
Uncontained
turbine engine disk failures present a direct hazard to the airplane and
its passengers because high-energy disk fragments can penetrate the
cabin or fuel tanks, damage flight control surfaces, or sever flammable
fluid or hydraulic lines. Engine cases are not designed to contain
failed turbine disks. Instead, the risk of uncontained disk failure is
mitigated by designating disks as safety-critical parts.
The design process
for a safety-critical turbine disk includes consideration of the disk’s
critical frequencies and mode shape information so that the part is
designed with an adequate margin of safety. In the case of the LPT S3
disk, an adequate margin of safety should have existed between the
disk’s natural response frequencies and the engine’s operating
frequencies, including the frequencies that result from common fault
conditions, such as HP rotor unbalance.
Further, an engine
vibration monitoring (EVM) system13 can be used to alert flight crews of
impending part failure to increase the margin of safety. However, when
the CF6-45/-50 engine was being certified, the EVM systems installed on
the airplanes that the CF6-45/-50 engines were designed to power were
considered marginal in their ability to detect HP rotor unbalance.
As a result, the
FAA placed a special condition (No. 33-36-EA-9, dated November 8, 1971)
on the CF6-45/-50 type certificate that required GE to show that “the
engine would operate without inducing detrimental stresses in any engine
part while operating with an increased vibration level, such as that
which might result from one or more broken or missing rotor blades, if
the increased vibration level cannot be detected in flight.”
The FAA considered
this special condition satisfied with its acceptance of a GE
certification report that concluded that CF6-45/-50 engine unbalance
levels high enough to have detrimental effects would be easily
detectable by perceived noise and vibrations in the cabin area and in
the controls, enabling the flight crew to take corrective action.
However, the
flight crews of the airplanes that experienced the uncontained CF6-50
LPT S3 disk failures cited above did not report any unusual engine
vibration preceding the events. In addition, there were no reports of
vibration associated with the removal-from-service of the eight CF6-50
engines in which the cracked LPT S3 disks were discovered during normal
teardowns.
Thus, the NTSB
concludes that GE’s FAA-approved special condition has failed to provide
an adequate margin of safety to prevent catastrophic CF6-45/-50 LPT S3
disk failure. Therefore, the NTSB recommends that the FAA immediately
require GE to redesign the CF6-45/-50 LPT S3 disk so that it will not
fail when exposed to HP rotor unbalance forces.
The NTSB also
recommends that, once GE has redesigned the CF6-45/-50 LPT S3 disk in
accordance with Safety Recommendation A-10-100, the FAA require all
operators of CF6-45/-50-powered airplanes to install the newly designed
LPT S3 disk at the next maintenance opportunity.
Therefore, the
National Transportation Safety Board recommends that the Federal
Aviation Administration:
Immediately
require operators of CF6-45/-50-powered airplanes to perform high
pressure turbine rotor blade borescope inspections every 15 flight
cycles until the low pressure turbine stage 3 disk is replaced with a
redesigned disk that can withstand the unbalance vibration forces from
the high pressure rotor. (A-10-98) (Urgent)
Require operators
of CF6-45/-50-powered airplanes to perform fluorescent penetrant
inspections of CF6-45/-50 low pressure turbine stage 3 disks at every
engine shop visit until the low pressure turbine stage 3 disk is
replaced with a redesigned disk that can withstand the unbalance
vibration forces from the high pressure rotor. (A-10-99)
Immediately
require General Electric Company to redesign the CF6-45/-50 low pressure
turbine stage 3 disk so that it will not fail when exposed to high
pressure rotor unbalance forces. (A-10-100) (Urgent) |
| Other News Stories |
|
|
| ©AvStop
Online Magazine
Contact
Us
Return To News
|
|
